Oznaczenie płytek tokarskich (KOD ISO)
| 1. | 2. | 3. | 4. | 5. | 6. | 7. | - | 8. | 9. | |
|---|---|---|---|---|---|---|---|---|---|---|
| Znaczenie | Kształt płytki i kąt naroża |
Kąt przyłożenia płytki | Dokładność płytki |
Kształt powierzchni natarcia i sposób mocowania płytki |
Długość boku płytki |
Grubość płytki |
Promień naroża | Postać krawędzi skrawającej |
Kierunek skrawania |
|
| Przykład | C | N | M | G | 12 | 04 | 08 | - | E | N |
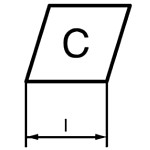
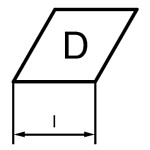
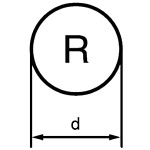
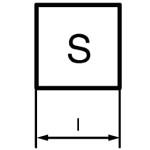
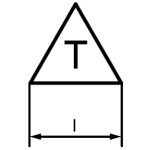
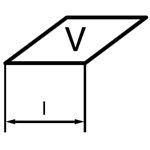
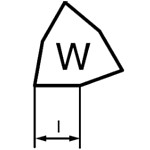
1. Kształt płytki i kąt naroża
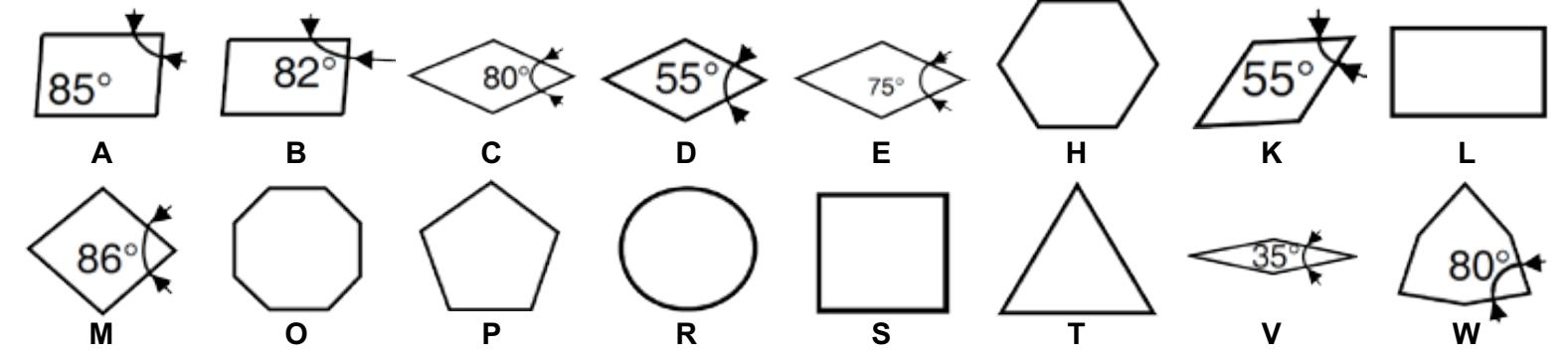
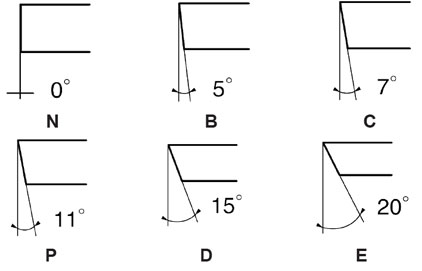
2. Kąt przyłożenia płytki
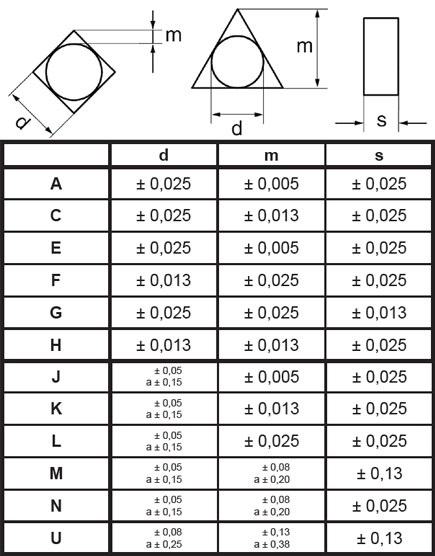
3. Dokładność płytki
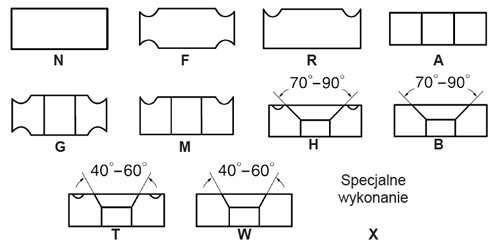
4. Kształt powierzchni natarcia i sposób mocowania płytki
5. Długość boku płytki
|
|
|
|
|
|
|
|
l, d | |
| mm | cale | |||||||
| S4 | 04 | 03 | 03 | 06 | - | - | 3,97 | 5/32 |
| 04 | 05 | 04 | 04 | 08 | 08 | S3 | 4,76 | 3/16 |
| 05 | 06 | 05 | 05 | 09 | 09 | 03 | 5,56 | 7/32 |
| - | - | 06 | - | - | - | - | 6,00 | .236 |
| 06 | 07 | 06 | 06 | 11 | 11 | 04 | 6,35 | 1/4 |
| 08 | 09 | 07 | 07 | 13 | 13 | 05 | 7,94 | 5/16 |
| - | - | 08 | - | - | - | - | 8,00 | .315 |
| 09 | 11 | 09 | 09 | 16 | 16 | 06 | 9,52 | 3/8 |
| - | - | 10 | - | - | - | - | 10,00 | .394 |
| 11 | 13 | 11 | 11 | 19 | 19 | 07 | 11,11 | 7/16 |
| - | - | 12 | - | - | - | - | 12,00 | .472 |
| 12 | 15 | 12 | 12 | 22 | 22 | 08 | 12,70 | 1/2 |
| 14 | 17 | 14 | 14 | 24 | 24 | 09 | 14,29 | 9/16 |
| 16 | 19 | 15 | 15 | 27 | 27 | 10 | 15,88 | 5/8 |
| - | - | 16 | - | - | - | - | 16,00 | .630 |
| 17 | 21 | 17 | 17 | 30 | 30 | 11 | 17,46 | 11/16 |
| 19 | 23 | 19 | 19 | 33 | 33 | 13 | 19,05 | 3/4 |
| - | - | 20 | - | - | - | - | 20,00 | .787 |
| 22 | 27 | 22 | 22 | 38 | 38 | 15 | 22,22 | 7/8 |
| - | - | 25 | - | - | - | - | 25,00 | .984 |
| 25 | 31 | 25 | 25 | 44 | 44 | 17 | 25,40 | 1 |
| 32 | 38 | 31 | 31 | 54 | 54 | 21 | 31,75 | 1 1/4 |
| - | - | 32 | - | - | - | - | 32,00 | 1.260 |
6. Grubość płytki
| Symbol | Grubość [mm] |
|---|---|
| 01 | 1,59 |
| T1 | 1,98 |
| 02 | 2,38 |
| 03 | 3,18 |
| T3 | 3,97 |
| 04 | 4,76 |
| 06 | 6,35 |
| 07 | 7,94 |
| 08 | 8,00 |
| 09 | 9,52 |
| 12 | 12,70 |
7. Promień naroża / Krawędź wykańczająca
| Symbol | Promień naroża r |
|---|---|
| 02 | 0,2 |
| 04 | 0,4 |
| 08 | 0,8 |
| 12 | 1,2 |
| 16 | 1,6 |
| 20 | 2,0 |
| 24 | 2,4 |
| 32 | 3,2 |
| Symbol | Kąt przystawienia płytki Κr | Symbol | Kąt przyłożenia normalnego krawędzi wykańczającej αn |
|---|---|---|---|
| A | 45° | A | 3° |
| D | 60° | B | 5° |
| E | 75° | C | 7° |
| F | 85° | D | 15° |
| P | 90° | E | 20° |
| Z | inny kąt | F | 25° |
| G | 30° | ||
| N | 0° | ||
| P | 11° | ||
| Z | inny kąt |
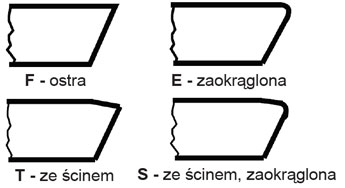
8. Postać krawędzi skrawającej
9. Kierunek skrawania
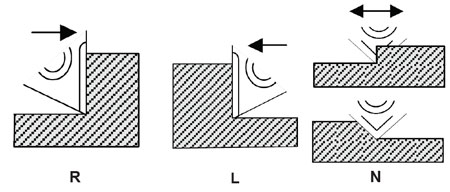
Zalecane parametry skrawania przy toczeniu
| Grupa materiałowa | Nr grupy materiałowej | Twardość Brinella [HB] |
Kąt naroża 04 | Kąt naroża 08 | Kąt naroża 12 | Vc [m/min] | |||
|---|---|---|---|---|---|---|---|---|---|
| ap | f | ap | f | ap | f | ||||
| Stal niskowęglowa | 1 | 150 | 0,50 - 1,50 | 0,10 - 0,15 | 1,00 - 3,00 | 0,22 - 0,28 | 1,50 - 5,00 | 0,35 - 0,50 | 350 |
| 180 | 280 | ||||||||
| 210 | 250 | ||||||||
| Stal stopowa | 2 | 180 | 0,50 - 1,50 | 0,10 - 0,12 | 1,00 - 3,00 | 0,22 - 0,28 | 1,50 - 4,00 | 0,32 - 0,45 | 270 |
| 230 | 230 | ||||||||
| 280 | 190 | ||||||||
| 320 | 170 | ||||||||
| Stal wysokostopowa | 3 | 220 | 0,50 - 1,50 | 0,10 | 1,00 - 3,00 | 0,20 - 0,25 | 1,50 - 3,00 | 0,30 - 0,42 | 170 |
| 280 | 130 | ||||||||
| 320 | 110 | ||||||||
| 350 | 90 | ||||||||
| Stal nierdzewna o strukturze austenitycznej | 4 | 210 - 250 | 0,50 - 1,50 | 0,12 - 0,15 | 1,00 - 3,00 | 0,18 - 0,32 | 1,50 - 5,00 | 0,35 - 0,52 | 230 |
| 5 | 230 - 270 | 0,50 - 1,50 | 0,10 - 0,12 | 1,00 - 3,00 | 0,18 - 0,25 | 1,50 - 4,00 | 0,32 - 0,48 | 190 | |
| 6 | - | 0,50 - 1,20 | 0,11 | 1,00 - 1,25 | 0,18 - 0,23 | 1,50 - 3,00 | 0,30 - 0,45 | 110 | |
| Stal nierdzewna o strukturze ferrytycznej | 7 | wyżarzona | 0,50 - 1,50 | 0,12 - 0,15 | 1,00 - 3,00 | 0,22 - 0,28 | 1,50 - 4,00 | 0,32 - 0,48 | 190 |
| Stal nierdzewna o strukturze martenzytycznej | 8 | wyżarzona | 0,50 - 1,50 | 0,12 - 0,15 | 1,00 - 3,00 | 0,22 - 0,28 | 1,50 - 4,00 | 0,32 - 0,48 | 190 |
| ulepszona | 150 | ||||||||
| Żeliwo szare | 9 | 140 - 250 | 0,20 - 1,50 | 0,08 - 0,15 | 1,00 - 4,00 | 0,18 - 0,35 | 1,00 - 5,00 | 0,35 - 0,60 | 270 |
| 230 | |||||||||
| 210 | |||||||||
| Żeliwo sferoidalne | 10 | 210 | 0,20 - 1,50 | 0,10 - 0,12 | 1,00 - 3,00 | 0,18 - 0,30 | 1,50 - 5,00 | 0,35 - 0,50 | 210 |
| 260 | 170 | ||||||||
| 310 | 150 | ||||||||
| Stopy na bazie niklu | 11 | - | 0,20 - 1,20 | 0,10 - 0,12 | 1,00 - 3,00 | 0,18 - 0,28 | 1,00 - 3,00 | 0,30 - 0,42 | 35 |
| 38 | |||||||||
| 65 | |||||||||
| Stopy na bazie niklu | 12 | - | 0,20 - 1,20 | 0,10 - 0,14 | 1,00 - 3,00 | 0,18 - 0,32 | 1,00 - 4,00 | 0,32 - 0,45 | 55 |
| 42 | |||||||||
| Aluminium (Si < 8%) | 13 | - | 0,20 - 5,00 | 0,12 - 0,25 | 0,20 - 5,00 | 0,15 - 0,50 | 800 | ||
| - | 450 | ||||||||
| Do grupy 13 zaleca się użycie płytek gatunku PL 05 z serii Aluline | |||||||||
| Aluminium (Si > 8%) | 14 | - | 0,50 - 5,00 | 0,12 - 0,20 | 0,50 - 5,00 | 0,15 - 0,40 | 0,50 - 5,00 | 0,20 - 0,60 | 250 |
| Do grupy 14 zaleca się użycie płytek gatunku PL 10 | |||||||||












































































