Narzędzia skrawające do obróbki drewna - GLOBUS
PIŁY TARCZOWE ZWYKŁE
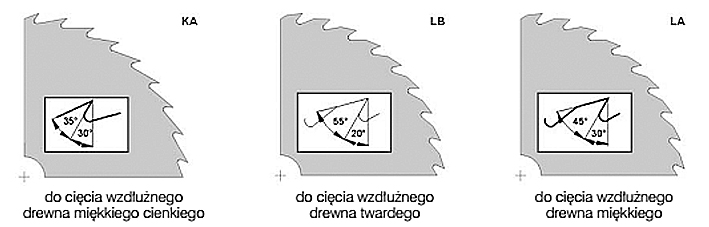
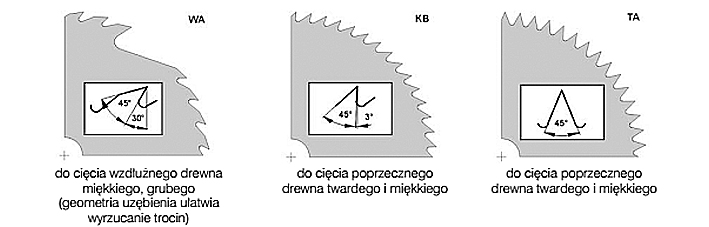
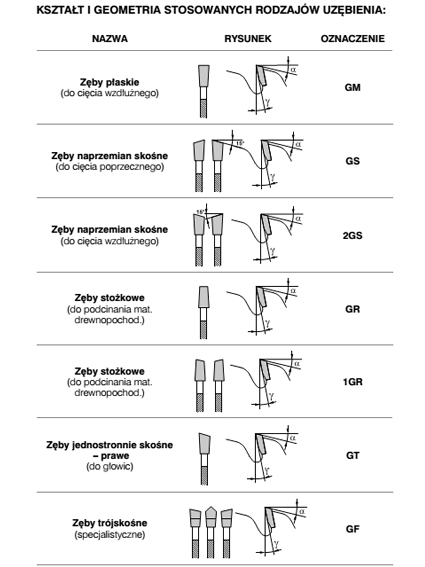
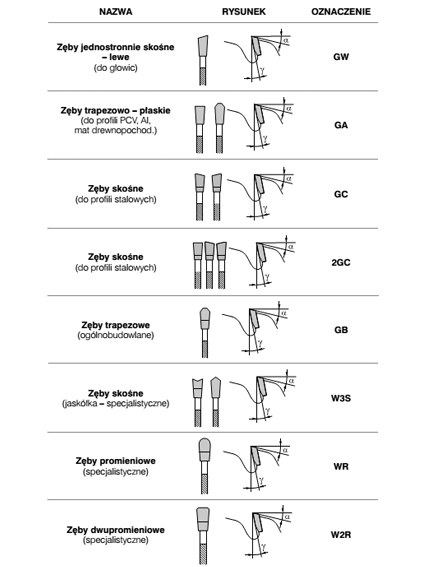
RODZAJE UZĘBIEŃ PIŁ TARCZOWYCH ZWYKŁYCH:
ROZWARCIE ZĘBÓW W PIŁACH TARCZOWYCH ZWYKŁYCH WG PN 76/D-54502:
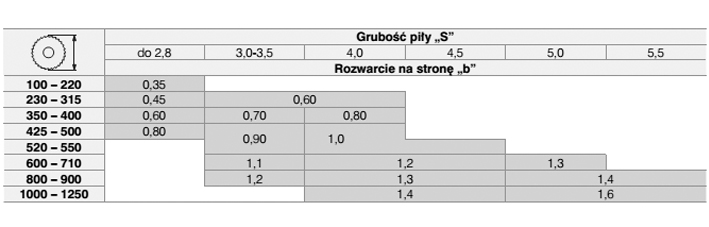
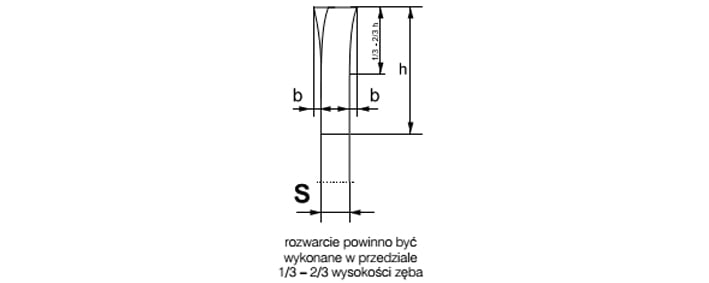
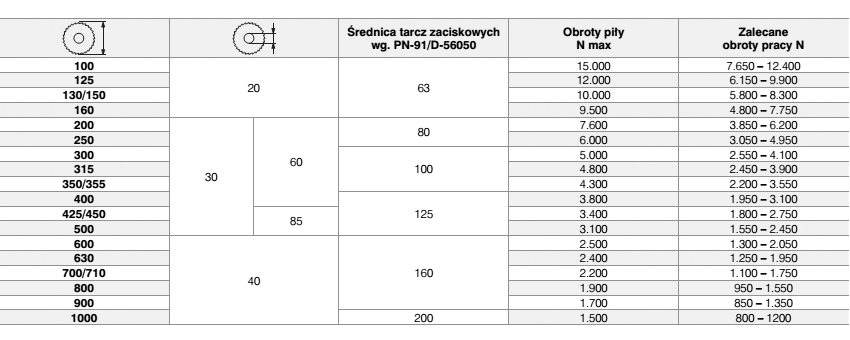
TABELA MINIMALNYCH ŚREDNIC TARCZ ZACISKOWYCH, MAKSYMALNYCH
ORAZ ZALECANYCH OBROTÓW PRACY PIŁ TARCZOWYCH ZWYKŁYCH:
INFORMACJA TECHINICZNA DLA FREZÓW:
ZASTOSOWANIE FREZÓW Z NAKŁADKAMI HM
Frezy z nakładkami z węglika spiekanego zalecane są do obróbki twardego drewna litego, drewna klejonego, płyt wiórowych, twardych płyt pilśniowych i płyt OSB.
ZASTOSOWANIE FREZÓW Z NAKŁADKAMI HSS
Frezy z nakładkami ze stali szybkotnącej zalecane są do obróbki drewna miękkiego mokrego i suchego.

Narzędzia z powyższym oznaczeniem służą do posuwu mechanicznego.
Narzędzie z oznaczeniem poniżej służą do posuwu ręcznego:

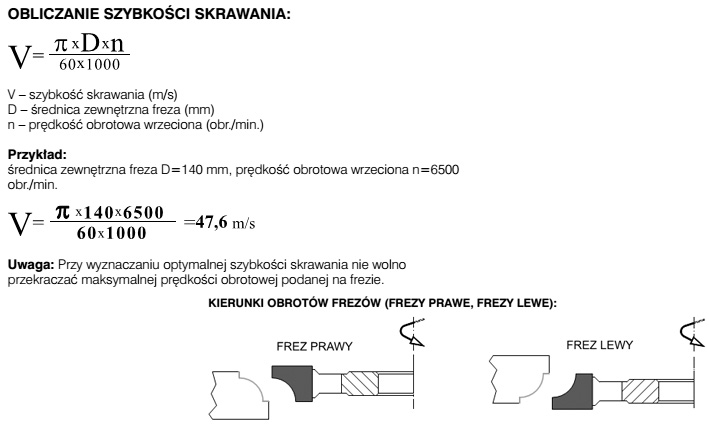
PARAMETRY SKRAWANIA
Warunkiem prawidłowej pracy frezów jest właściwy dobór szybkości skrawania i szybkości posuwu do rodzaju obrabianego materiału oraz warunków obróbki.
Szybkość skrawania w zależności od rodzaju obrabianego materiału :
| Rodzaj obrabianego materiału | Szybkość skrawania V (m/s) |
| Drewno miękkie | 60-90 |
| Drewno twarde | 50-80 |
| Płyty wiórowe | 60-80 |
| Płyty stolarskie i drewno klejone warstwowo | 50-80 |
| Twarde płyty pilśniowe | 30-50 |
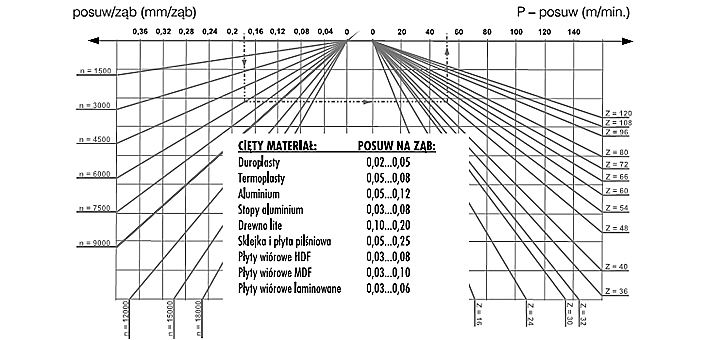
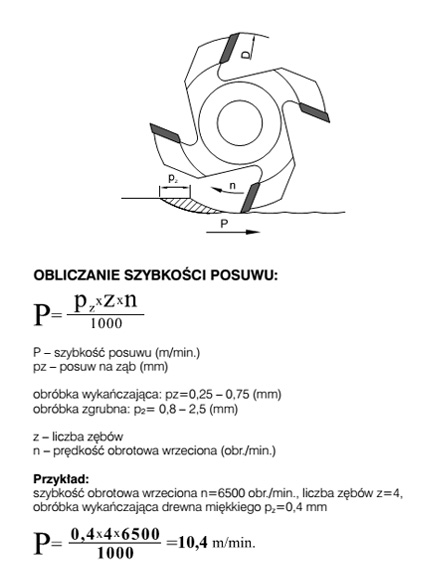
OBLICZANIE SZYBKOŚCI POSUWU :
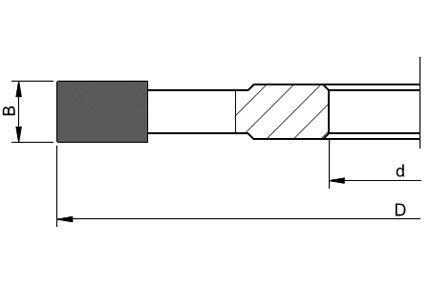
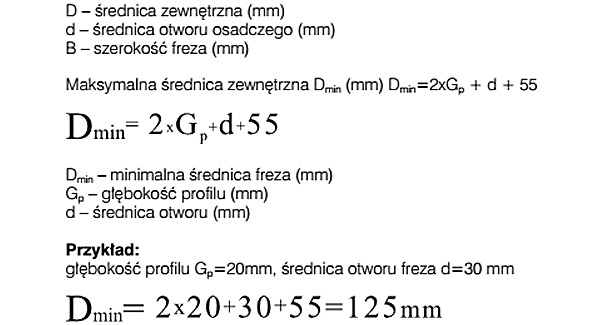
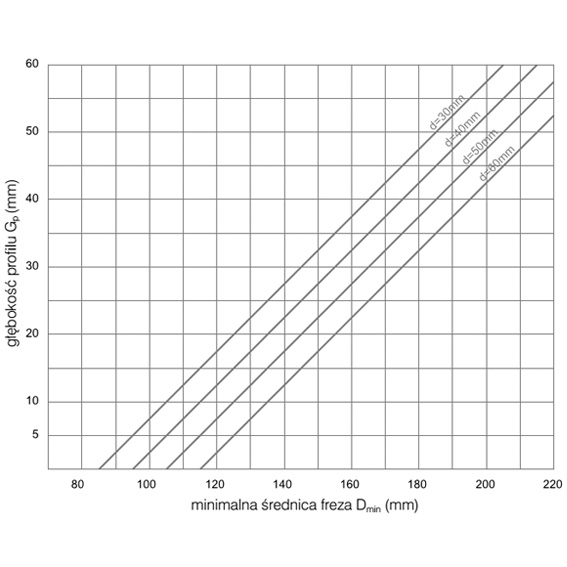
WYZNACZANIE MINIMALNEJ ŚREDNICY ZEWNĘTRZNEJ FREZA KSZTAŁTOWEGO W ZALEŻNOŚCI OD GŁĘBOKOŚCI PROFILU:
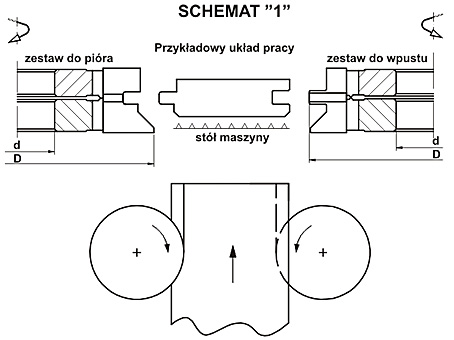
FREZY KSZTAŁTOWE Z LUTOWANYMI PŁYTKAMI HSS:
Zestawy frezów kształtowych produkowane są na maszyny wielostronne wg. schematu „1”
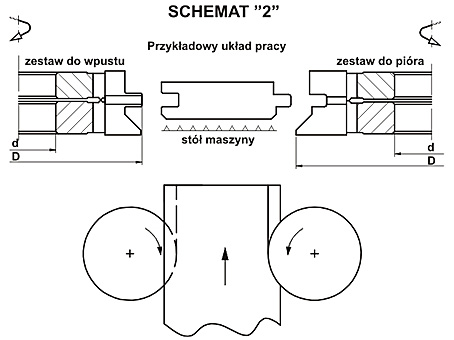
Na życzenie klienta wykonujemy frezy wg. schematu „2”.
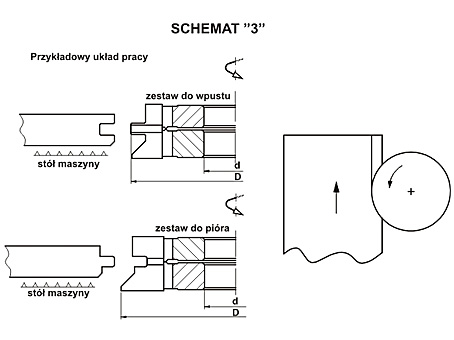
Na maszyny jednostronne (frezarki) wykonujemy frezy wg. schematu „3”. Istnieje również możliwość wykonania innej wersji niż przedstawione na schematach.
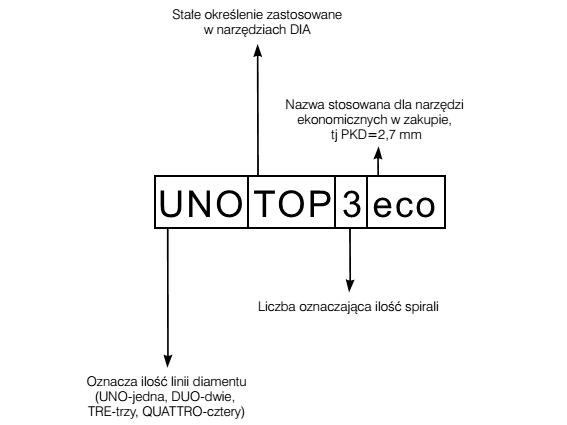
INFORMACJE TECHINICZNE - FREZY KSZTAŁTOWE DIA :
Uproszczony schemat doboru frezów trzpieniowych DIA w zależności od posuwu:

Przy założeniu obróbki :
-jednego rodzaju materiału
-jednakowej grubości materiału
-identycznych warunków pracy (typ maszyny, rodzaj obróbki np: obwiedniowy)
PIŁY TARCZOWE Z PŁYTKAMI HM :
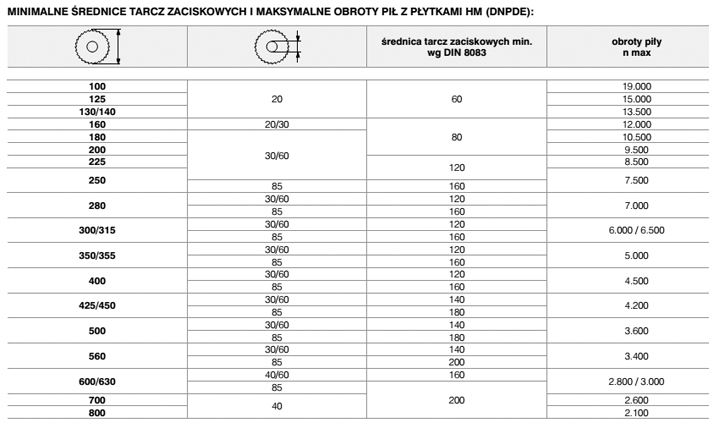
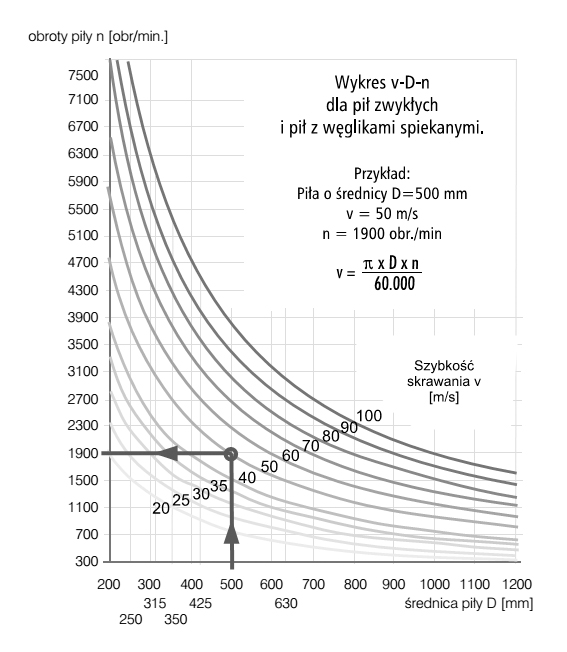
W tabeli podano dopuszczalne prędkości (maksymalne) obroty pił dla prędkości skrawania Vs = 100 m/s.
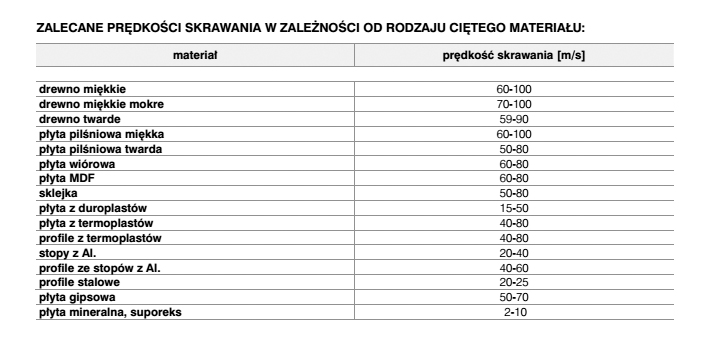
Optymalne prędkości skrawania gwarantujące dużą wydajność I długą żywotność piły mieszczą się w granicach 50-100 m/s, w zależności od ciętego materiału.
WYKRES OBROTÓW ORAZ PARAMETRÓW SKRAWANIA :