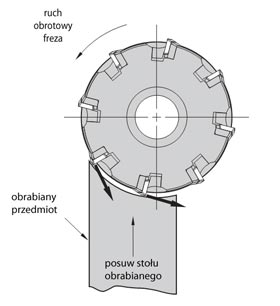
Frezowanie - informacja techniczna wg KENNAMETAL
Wybór średnicy skrawania
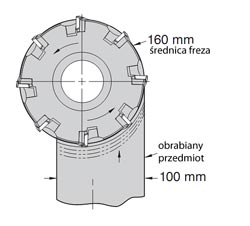
Dobór najkorzystniejszej średnicy freza walcowo-czołowego jest uwarunkowany wielkością elementu obrabianego.
Stosunek wielkości freza do wielkości detalu i szerokości skrawania powinien wynosić ok 3:2 bądź 1,5 raza więcej niż szerokość detalu. Na przykład, jeżeli szerokość skrawania wynosi 100 mm, należy dobrać frez o średnicy 160 mm. Jeżeli szerokość obrabianego przedmiotu jest większa od średnicy freza, należy dobrać taką średnicę narzędzia, które wykona w/w zadanie obróbkowe w kilku przejściach obróbczych przy czym należy wziąć pod uwagę moc obrabiarki. Na przykład, jeżeli szerokość obrabianego przedmiotu wynosi 610 mm, a na maszynie wyposażona jest w standardowe wrzeciono z końcówką SK50, należy zastosować frez o średnicy 200 mm oraz wykonać pięć przejść obróbczych, przy zachowaniu szerokości skrawania w zakresie 125 - 150 mm na przejście, zależnie od mocy i sztywności obrabiarki.
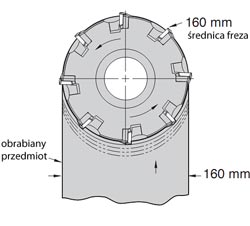
Należy unikać sytuacji, w których średnica freza jest niemal równa szerokości skrawania. Uformowany wtedy wiór, zarówno na wejściu, jak i wyjściu narzędzia będzie miał bardzo małą długość.
Wiór o zbyt małym przekroju nie są zdolne do odprowadzania odpowiedniej ilości ciepła co powoduje przepływ ciepła do płytki powodując przedwczesne zużycie krawędzi skrawającej. Występuje także wyższe prawdopodobieństwo utwardzania materiału obrabianego w okolicach wejścia i wyjścia narzędzia.
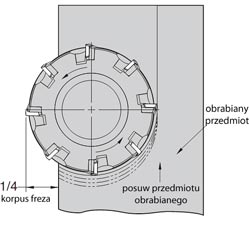
W przypadku braku możliwości dobrania odpowiedniej średnicy freza, pożądany wynik można uzyskać poprzez zapewnianie odpowiedniej pozycji narzędzia względem przedmiotu obrabianego.
- Frez należy umieścić tak aby 1/4 jego średnicy nie pokrywała się z przedmiotem obrabianym i w celu obróbki całego przedmiotu wykonać dwa przejścia
- Powoduje to ujemny (wskazany) kąt wejścia.
- Może to zwiększyć trwałość narzędzia.
 wskazany |
 niewskazany |
 pozycja freza |
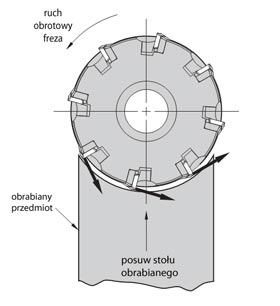
Pozycja freza względem przedmiotu obrabianego/opory skrawania
Opory skrawania ulegają ciągłym zmianom, w wyniku ciągłej zmiany ilości ostrzy biorąc udział w obróbce. Należy pamiętać, że poprzez dokonywanie zmian pozycji freza względem elementu obrabianego można zmienić kierunek działania sił skrawających.
Dlatego zapewnienie bezpiecznej pracy narzędzia powinno być oparte na uwzględnieniu konstrukcji mocowania i właściwości detalu obrabianego
 |
 |
Podziałka freza określana jest przez liczbę płytek skrawających w narzędziu. Frezy klasyfikowane są jako posiadające podziałkę drobną, średnią i grubą. Podczas projektowania freza inżynier musi wziąć pod uwagę głębokość skrawania oraz posuw na ostrze. Następnie musi zaprojektować korpus narzędzia, tak aby zapewnić łagodny spływ wióra. Z tego względu frezy zaprojektowane do obróbki zgrubnej posiadają maksymalnie duże przestrzenie odprowadzające wiór. Ogranicza to tym samym liczbę płytek we frezie, w efekcie czego frez jest narzędziem o podziałce grubej.
We frezach z podziałką średnią obszar spływu wióra w korpusie jest zwykle mniejszy niż we frezie z podziałką grubą. A we frezach z podziałką drobną spływ wióra jest znacznie ograniczony.
Frezy z podziałką grubą zaleca się stosować do frezowania ogólnego, gdy zapewniona jest wystarczająca moc wrzeciona i gdy wymagana jest maksymalnie duża głębokość skrawania.
Frezy z podziałką średnią są odpowiednie do operacji w których wymagany jest średni posuw na ostrze oraz gdy korzystniejsze jest użycie narzędzia, które zapewni jednoczesne skrawanie wiecej niż jednym ostrzem, w danym momencie. Podziałka średnia redukuje również wstrząsy na wejściu oraz opory skrawania przy zachowaniu określonych wartości posuwów.
Frezy z podziałką drobną są idealnym rozwiązaniem do frezowania powierzchni wielokrotnie przerywanych, takich jak np. wielo zaworowe głowice silników spalinowych. Frezy z podziałką drobną pozwalają na pracę z większymi posuwami minutowymi w stosunku do frezów z podziałką średnią czy grubą. Działają na nie również większe opory skrawania, a co za tym idzie charakteryzują się większym zapotrzebowaniem mocy w porównaniu do frezów z podziałką średnią czy grubą.
Podziałka nierównomierna
Frezy w których płytki są rozmieszczone w nierównych od siebie odległościach kątowych nazywane są frezami z podziałką nierównomierną. Taka konfiguracja załamuje regularność, polegającą na równomiernym kątowym rozmieszczeniu płytek, przez co znacznie ograniczone zostaje prawdopodobieństwo wystąpienia drgań narzędzia. Tego typu konstrukcją występuje w większości frezów, bez względu na ich podziałkę.
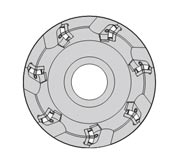 podziałka gruba |
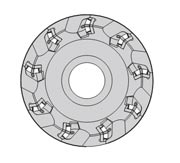 podziałka średnia |
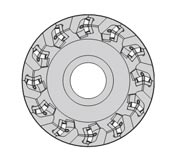 podziałka drobna |
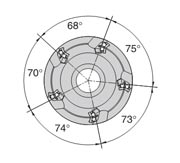 podziałka nierównomierna |
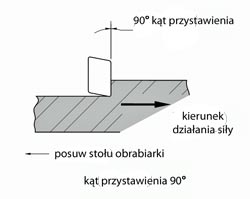
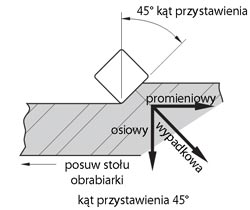
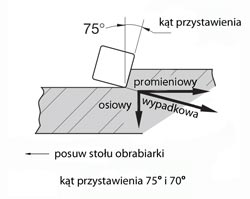
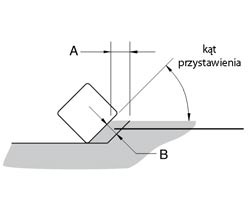
Kąt przystawienia / Siły skrawającej na przedmiocie obrabianym i elementach mocowania.
Siły skrawające powstałe podczas procesu skrawania ulegają ciągłym zmianom, z powodu ruchu płytki w materiale obrabianym. Zrozumienie zależności pomiędzy tymi siłami pomaga w zapewnieniu bezpieczeństwa pracy, głównie poprzez zapobieganie niestabilności przedmiotu obrabianego podczas obróbki. Na przykład konstrukcja przyrządów do mocowania detalu oraz pozycjonowanie zacisków determinowane są przez siły skrawające powstałe podczas frezowania. Równie ważne jest zrozumienie wpływu jaki ma kąt przestawienia na kierunek działania sil skrawania, bieżącą grubość wióra oraz trwałość narzędzia.
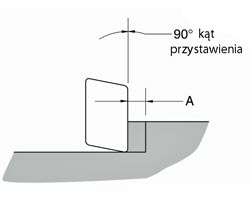
| Kąt przystawienia 90° | Kąt przystawienia 75° i 70° | Kąt przystawienia 45° |
|
Zalety: Gdy wymagane jest odsadzenie 90°
|
Zalety :
|
Zalety:
|
|
Wady: Największe promieniowe siły skrawania
|
Wady:
|
Wady:
|
 |
|
 |
Kąt przystawienia i grubości wióra
Grubość wióra zależna jest od kąta przystawienia krawędzi skrawającej. Przy takim samym posuwie na ostrze grubości wióra może być różna w zależności od kąta przystawienia. Im większy kąt przystawienia tym wiór jest cieńszy gdyż wynika to z dłuższej krawędzi skrawającej. Aby osiągnąć większą wydajność oraz aby frezowanie odbywało się bezproblemowo należy używać frezów z odpowiednio dobranym kątem przystawienia.
| Kąt przystawienia | Posuw na ostrze | Grubość wióra "B" |
| 90º | A | A |
| 75º | A | 0,96 x A |
| 70º | A | 0,94 x A |
| 60º | A | 0,86 x A |
| 45º | A | 0,707 x A |
Przykład:
| 90º | 0,25 mm | 0,25 mm |
| 75º | 0,25 mm | 0,24 mm |
| 70º | 0,25 mm | 0,24 mm |
| 60º | 0,25 mm | 0,22 mm |
| 45º | 0,25 mm | 0,18 mm |
 |
 |
 |
|
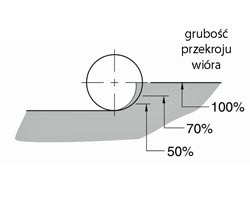
W przypadku płytek okrągłych, grubość przekroju wióra oraz kąt przystawienia zmieniają się w zależności od głębokości skrawania |
||
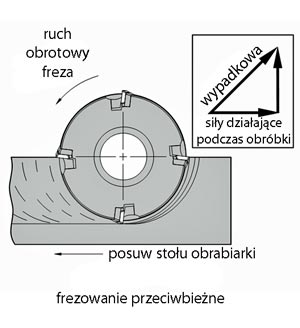
Frezowanie przeciwbieżne
Od wielu lat powszechne było frezowanie przy którym kierunek wektora prędkości skrawania był przeciwny od kierunku posuwu stołu obrabiarki. Taki sposób frezowania stosowano z uwagi na narzędzia wykonane ze stali szybkotnącej oraz możłiwość kasowania luzów obrabiarki podczas obróbki. Ten sposób frezowania określa się mianem frezowania przeciwbieżnego bądź frezowania konwencjonalnego.
We frezowaniu przeciwbieżnym podczas wchodzeniu płytki w materiał obrabiany pojawia się tarcie, prowadząc do zgrzewania się wiórów, a tym samym następuje przekazywanie ciepła na płytkę i element obrabiany. Siły powstałe przy frezowaniu przeciwbieżnym działają w stronę przeciwna do posuwu. Bardzo często ma również miejsce utwardzenie się materiału pod wpływem wysokich temperatur.
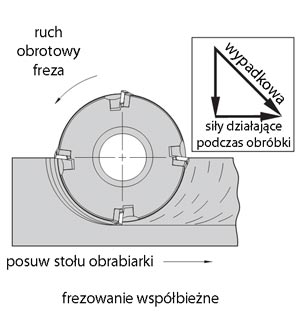
Frezowanie współbieżne (zalecane)
Zaleca się frezowanie współbieżne. Płytka wchodząc w materiał elementu obrabianego tworzy wióry o określonej grubości, zaś gdy narzędzie kończy skrawanie wióry stają się coraz cieńsze. Powstające ciepło jest redukowane poprzez przekazywanie go do wióra. Utwardzenia termiczne materiału obrabianego są minimalizowane
Siły przy frezowaniu współbieżnym dociskają element obrabiany w stronę mocowania (stołu obrabiarki) w kierunku zgodnym z posuwem. W większości zastosowań zaleca się frezowanie wspołbieżne zamiast frezowania przeciwbieżnego.
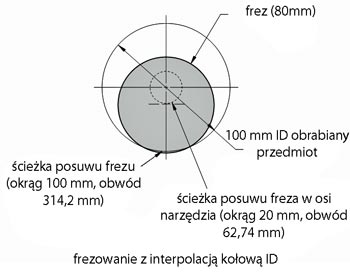
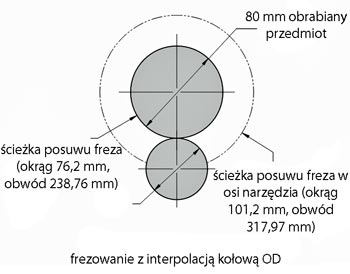
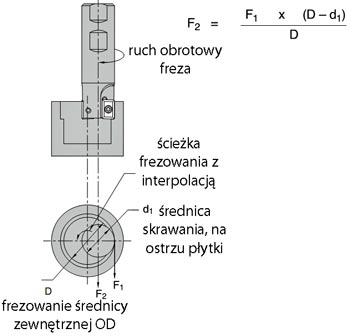
Frezowanie z interpolacja kołową:
To ruch obrotowy freza wokół własnej osi z jednoczesnym ruchem po ścieżce równoległej do średnicy wewnętrznej (ID) lub zewnętrznej (OD) elementu obrabianego bez jakiegokolwiek pionowego przesunięcia w trakcie wykonywania operacji. Ruch wokół elementu obrabianego wykonywany jest z reguły w płaszczyźnie XY.
 |
|
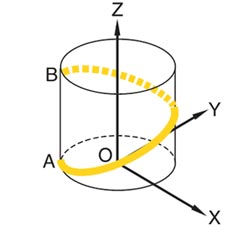
Frezowanie z interpolacją śrubową:
Wymagana jest frezarka trójosiowa. Frezowanie z interpolacją śrubową to ruch obrotowy narzędzia wokół własnej osi z jednoczesnym ruchem narzędzia po ścieżce równoległej do średnicy wewnętrznej (ID) lub zewnętrznej (OD) elementu obrabianego w płaszczyźnie XY oraz z jednoczesnym ruchem liniowym w kierunku osi Z. Przykładowo, ścieżka z punktu A do B po ścianie cylindra łączy ruch obiegowy w płaszczyźnie X i Y z ruchem liniowym w kierunku osi Z. W większości systemów CNC funkcja ta może przebiegać w dwojaki sposób.
- GO2: frezowanie z interpolacją zgodne z ruchem wskazówek zegara
- GO3: frezowanie z interpolacją w stronę przeciwną do ruchu wskazówek zegara
Obliczenie posuwu dla frezowania z interpolacja śrubową i kołową:
W większości frezarek CNC programowanie wartości posuwu przy frezowaniu wybrań ( z interpolacją śrubową lub kołową) obliczane jest dla osi centralnej. W czasie liniowego ruchu narzędzia, posuw na ostrzu skrawającym jest identyczny z posuwem na osi, nie ma to jednak miejsca w przypadku ruchu obiegowego.
Obliczanie posuwu na ostrzu skrawającym:
W pierwszej kolejności należy obliczyć posuw na ostrzu skrawającym zgodnie z poniższym wzorem:
F1 = fz x z x n
F1 = posuw narzędzia na ostrzu skrawającym (mm/min)
fz = mm w ostrze (grubośc przekroju wióra)
Z = ilość ostrzy efektywnych we frezie
n = ilość obrotów na minutę
Obliczenie wartości posuwu dla osi głównej narzędzia:
Korzystając z poniższego równania należy obliczyć zależności pomiędzy posuwami na ostrzach skrawających i na osi narzędzia.
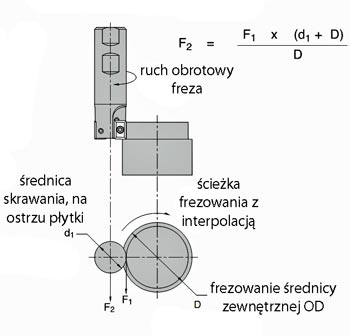
| Obróbka średnicy wewnętrznej (ID) poprzez frezowanie z interpolacja śrubową | Obróbka średnicy zewnętrznej (OD) poprzez frezowanie z interpolacja śrubową |
 |
 |
|
F1 = posuw narzędzia na ostrzu skrawającym (mm/min) F2 = posuw osi narzędzia (mm/min) D = średnica elementu obrabianego OD D = średnica elementu obrabianego ID d1 = średnica skrawania, liczona na ostrzu płytki |
|
W obróbce wybrań wewnętrznych posuw w osi narzędzia jest zawsze mniejszy od posuwu na ostrzu skrawającym.
przykład dla obróbki średnicy wewnętrznej ID
D = 4" ID elementu obrabianego (100mm)
d1 = 3" średnica freza (80mm)
fz = 0,008 cala/ostrze (0,2 mm/ostrze)
n = 637 obr/min
z = 7 ostrzy efektywnych 7
1. Obliczanie posuwu na ostrzu skrawającym.
F1 = fz x z x n
F1 = 0,008 x 7 x 637 = 35,7 cali/min 0,2 x 7 x 637 = 892 mm/min
2.2 Obliczanie posuwu w osi narzędzia
F2 = F1 x (D-d1) / D
F2 = 892 X (100-80) / 100 = 178 mm/min
Aby otrzymać posuw (F1) (892 mm/min.) na ostrzu skrawającym, nalezy zaprogramować obrabiarkę W (F2) (178 mm/min) przy posuwie w osi narzędzia. Różnica to o 75% mniejszy posuw w osi od posuwu wyliczonego dla ostrza skrawająego (F1).
W obróbce wybrań zewnętrznych posuw w osi narzędzia jest zawsze większy niż na ostrzu skrawającym .
przykład dla obróbki średnicy zewnętrznej OD
D = 5" OD elementu obrabianego (125mm)
d1 = 2" średnica freza (50mm)
fz = 0,008 cala/ostrze (0,2 mm/min)
n = 955 obr/min 955 obr/min
z = 5 ostrzy efektywnych 5
1. Obliczenie posuwu w ostrzu skrawającym.
F1 = fz x z x n
F1 = 0,008 x 5 x 955 = 38,2 cala/min 0,2 x 5 x 955 = 955 mm/min
2. Obliczanie posuwu w osi narzędzia
F2 = F1 x (d1+D) / D
F2 = 955 X (50+125) / 125 = 1.337 mm/min
Aby otrzymać posuw (F1) (955 mm/min.) na ostrzu skrawającym, należy zaprogramować obrabiarkę na (F2) (1,337 mm/min.) przy posuwie na osi narzędzia. Z powyższych wyliczeń widać, że posuw w osi narzędzia należy zwiększyć o 40% w stosunku do wartości ostrza skrawającego (F1 ).
Obróbka dużych powierzchni.
Frezowanie z interpolacją przy użyciu małych frezów może być szybsze niż przy użyciu frezów o dużych średnicach. Stały kontakt ostrza z materiałem obrabianym jest dużo korzystniejszy od wielokrotnego wprowadzania go i ponownego wycofywania z materiału.
Wydajnośc obróbki.
Należy zwrócić szczególną uwagę na wydajność obróbki zamiast na wysoką prędkość skrawania. Zwiększenie prędkości skrawania bez zwiększania grubości przekroju wióra nie wpływa na poprawę wydajności obróbki. Przy podwojeniu wartości posuwu, wydajność obróbki wzrasta, a pobór mocy zwiększa się jedynie o około 50%.
Usuwanie narzędzia.
Jeśli to możliwe, należy wstępnie ustawić frez przed zamocowaniem go we wrzecionie zamiast przeprowadzać czynności ustawcze bezpośrednio na maszynie.
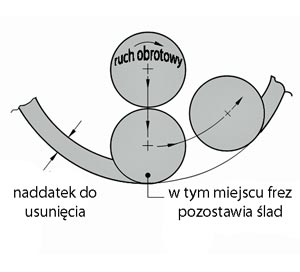
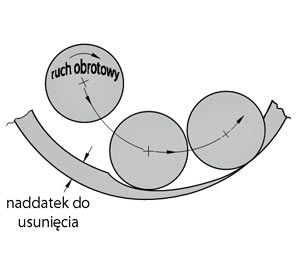
Wprowadzanie narzędzia w materiał obrabiany.
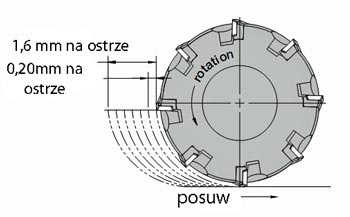
Jak przedstawiono poniżej, stopniowe zagłębianie się w materiał przedłuża trwałość narzędzia. Utrzymywanie freza w stałym ruchu podczas wchodzenia i wychodzenia z materiału eliminuje ślady zatrzymań narzędzia na elemencie obrabianym.
 |
 |
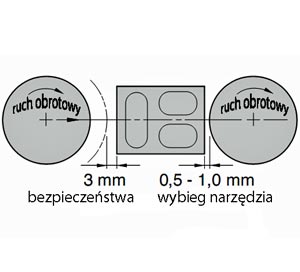
Bezpieczeństwo i przejazd narzędzia.
Należy tak zaprogramować szybki dojazd do elementu obrabianego aby frez rozpoczął drogę z posuwem roboczym w do odległości 3 mm przed powierzchnią materiału. Pozwala to na osiągnięcie przez maszynę prawidłowych parametrów roboczych przed faktycznym rozpoczęciem skrawania.
Szybki odjazd narzędzia należy zaprogramować w momenciegdy narzędzie minie lement obrabiany na odległość do 0.5 do 1mm od krawędzi elementu. Jednakże niektóre maszyny umożliwiają szybki odjazd w momencie kiedy frez jest jeszcze nad powierzchnią elementu obrabianego.
| szukana wielkość | dane | wzór |
| Vc | D, n | Vc = ∏ x D x n / 1000 |
| n | D, Vc | n = 1000 x Vc / ∏ x D |
| Vf | fz, n, z | Vf = fz x z x n |
| fz | z, Vf, n | fz = Vf / z x n |
| dane | obliczenia |
|
D = 125 mm średnica skrawania Z= 8 zębów we frezie Vc = 200 mm/min fz = 0,2 mm |
n = 1000 x 200 / 3.1415 x 125 |
| Vf = 0,20 x 8 x 510 = 816 mm/min |
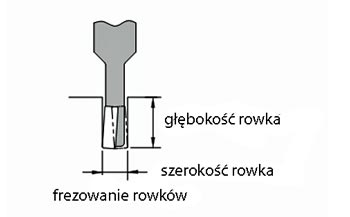
Frezowanie rowków i frezowanie odsadzeń
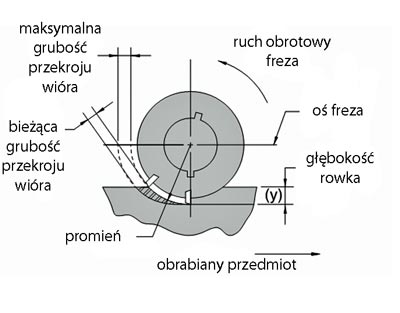
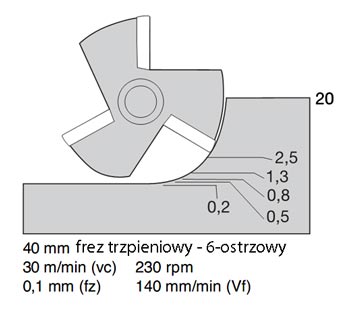
Rzeczywista grubość wióra zależna jest od szerokości skrawania. Maksymalną grubość wióra można uzyskać gdy szerokość skrawania jest conajmniej równa połowie średnicy narzędzia. Wówczas maksymalna grubość wióra równa jest posuwowi na ostrze fz. Każda wartość mniejsza niż połowa średnicy freza jest równoznaczna ze zmniejszeniem grubości przekroju wióra. Im mniejsza jest szerokość skrawania, tym mniejsza grubość przekroju wióra.
Ważne jest, aby odpowiednia grubość przekroju wióra, była wstanie zapewnić rozproszenie ciepła i nie dopuścić do powstania miejscowych utwardzeń materiału obrabianego. Właściwa grubość przekroju wióra zapewni także stabilność pomiedzy frezem a elementem obrabianym.
Poniższe wzory służą określeniu grubości przekroju wióra lub posuwu, który jest konieczny w celu uzyskania wymaganego obciążania krawędzi skrawającej. Wzory te należy stosować każdorazowo , gdy stosuje się frezy do rowków bądź w sytuacjach gdy mniej niż połowa średnicy freza walcowo-czołowego wykonuje skrawanie. Im mniejsza jest szerokość skrawania, tym bardziej istotne staje się stosowanie niniejszych wzorów.
| maksymalna grubość przekroju wióra | objaśnienie |
 |
Vc - prędkość skrawania [mm/min] n - prędkość obrotowa narzędzia [obr/min] D - średnica narzędzia [mm] Vf - posuw [mm/min] fz - posuw na ostrze [mm/ostrze] z - liczba ostrzy narzędzia Π - 3,1416 |
 |
|
 |
 |
Dobór właściwej wartości posuwu.
Operacje takie jak frezowanie walcowo-czołowe z małą szerokością skrawania lub frezowania rowków wymagają obliczeń w celu skorygowania wartości posuwu, by została utrzymywana właściwa grubość przekroju wióra. Obliczona oraz bieżąca grubość przekroju wióra mogą się drastycznie różnić w zależności od szerokości i średnicy skrawania. Na przykład, grubość przekroju wióra dla średnicy skrawania 20mm przy szerokości skrawania 0,3mm stanowi 23% obliczonego wartości. W przypadku nie zastosowania poniższego wzoru często pojawiają się problemy związane z narostem na ostrzu, utwardzeniem materiału lub drganiami. Minimalna szerokość skrawania może stwarzać olbrzymie przeszkody w utrzymywaniu równego obciążenia ostrzy freza. Zastosowanie tego wzoru przynosi korzyści w postaci zwiększenia wydajności z uwagi na znaczny wzrost posuwu.
Wzory - Pobór mocy
Objętość usuwanego materiału
Obliczenie objętości usuwanego materiału (mrr) stanowi podstawę do określenia wydajności procesu skrawania metalu.
MRR = gł. skr. x szer. skr. x Vf = mm3/min
Pobór mocy
Frezowanie może wymagać zastosowania obrabiarek o dużej mocy. Często, w sytuacji dysponowania małą mocą obrabiarki, fakt ten może stanowić czynnik decydujący o zastosowaniu danej operacji. Do zastosowań, w których niezbędne są frezy z dużą średnicą lub przeprowadza się obróbkę ciężką, zaleca się w pierwszej kolejności obliczenie zapotrzebowania na moc.
UWAGA: Sprawność wrzeciona "E" waha się pomiędzy 75 a 90%. (E=0,75 do 0,90)
Z poniższego wzoru w łatwy sposób można obliczyć wymaganą moc:
HPc = MRR/K
Przykład:
szerokość skrawania (szer. skr.) - 42 mm
głębokość skrawania (gł. skr. ) - 5 mm
posuw (Vf) - 1092 mm/min
4140 220 HB - współczynnik K 1,56
MRR = 5 x 42 x 1092 = 229320 mm3/min
Moc obrabiarki (HPm), oblicza się ze wzoru:
HPm = HPc/E
W celu obliczenia zużycia mocy należy skorzystać ze współczynników K. Współczynnik "K" jest stałą wyrażoną w ilości cali sześciennych metalu na minutę, które mogą zostać usunięte przy zastosowaniu obrabiarki o mocy jednego konia mechanicznego.
UWAGA: Współczynniki K różnią się w zależności od twardości materiału
| szerokość skrawania | posuw na ostrze fz | posuw Vf wymagany do zachwiania wartości | wzrost |
| 20 | 0,1 | 140 | 0% |
| 2,5 | 0,05 | 292 | 109% |
| 1,3 | 0,04 | 389 | 178% |
| 0,8 | 0,03 | 498 | 256% |
| 0,5 | 0,02 | 607 | 3355 |
| 0,3 | 0,015 | 859 | 515% |
Współczynnik K
| Obrabiany materiał | twardość HB | K |
| stale (stałe węglowe i stopowe, stale narzędziowe) |
85-200 | 1.65 |
| 201-253 | 1.56 | |
| 254-286 | 1.28 | |
| 287-327 | 1.10 | |
| 328-371 | .88 | |
| 372-481 | .69 | |
| 482-560 | .59 | |
| 561-615 | .54 | |
| stale nierdzewne utwardzane wydzieleniowo | 150-450 | 1.27-.42 |
| żeliwa (szare, sferoidalne i ciągliwe) |
150-175 | 2.27 |
| 110-190 | 2.0 | |
| 176-200 | 1.89 | |
| 201-250 | 1.52 | |
| 251-300 | 1.27 | |
| 301-320 | 1.19 | |
| stale nierdzewne (ferrytyczne, austenityczne i martenzytyczne) |
135-275 | 1.54-.76 |
| 286-421 | .74-.50 | |
| tytan | 250-375 | 1.33-.87 |
| stopy żaroodporne na bazie niklu, kobaltu | 200-360 | .83-.48 |
| na bazie żelaza | 180-320 | .91-.53 |
| stopy niklu | 80-360 | .91-.53 |
| stopy aluminium | 30-150 (500kg) | 6.25-3.33 |
| stopy magnezu | 40-90 (500kg) | 10.0-6.67 |
| miedź | 150 | 3.33 |
| stopy miedźi | 100-150 | 3.33 |
| 151-243 | 2.0 |
Przed ostatnie 50 lat, objętość usuwanego materiału (mrr) oraz stała moc były wartościami służącymi do obliczenia poboru mocy. Mimo iż jest to metoda stosunkowo popularna, znacznie bardziej dokładne obliczenia opracowano w trakcie obróbki frezami "high shear". Takie nowe podejście wykorzystuje następujące informację:
1. Obliczenie siły statyczne(Ft)
2. Wytrzymałość materiału
3. Przekrój wióra
4. Liczbę ostrzy
5. Współczynnik skrawalności
6. Współczynnik zużycia narzędzi
7. Obliczenie momentu obrotowego
8. Obliczenie mocy na wrzecionie
9. Obliczenie mocy silnika wrzeciona
Siły statyczne, moment obrotowy oraz obliczenia poboru mocy we frezowaniu czołowym frezami "high shear"
1. Obliczenie siły stycznej (N)
Obliczanie siły stycznej jest istotne z uwagi na występujące siły na wrzecionie oraz zwiększające się siły skrawające narzędzia. Dzięki stosowaniu niniejszego wzoru na siłę statyczną można szybko określić przybliżoną wartość sił, jakim będą poddane chwyty, ścianki elementu obrabianego oraz łożyska wrzeciona. Siłę statyczną oblicza się przy pomocy następującego wzoru.
Ft = S x A x Zc x Cm x Cw (N)
gdzie:
S = ostateczna wytrzymałość materiału obrabianego (N/mm2)
A = przekrój wióra (mm2)
Zc = liczba płytek we frezie
Cm = współczynnik skrawalności
Cw= współczynnik zużycia narzędzia
2. Wytrzymałość materiału (N/mm2)
Przybliżona zależność między wytrzymałością a twardością najczęściej stosowanych materiałów obrabianych takich jak stal, żeliwo (np.: żeliwo szare), stopy tytanu (Ti - 6AI -4V) oraz aluminium (2024,5052) może być wyrażona następującym wzorem:
S = 5 x HB (N/mm2)
gdzie HB = uzyskana twardość wg. Brinella, początkowo przy obciążeniu 3000 kgf. W przypadku metali miękkich, takich jak stopy aluminium, stosuje się obciążenie wynoszące 500 kgf. Twardość uzyskaną przy takim obciążeniu należy zamienić na twardość odpowiadającać obciążeniu 3000 kgf stosując w tym celu współczynnik obciążenia wynoszący 1,15. Przykładowo: 130 HB przy 500 kgf jest równe 150 HB przy obciążeniu 3000 kgf (130 x 1,15 = 150). Dla wartości podanych w skali Rockwella "B" lub "C".
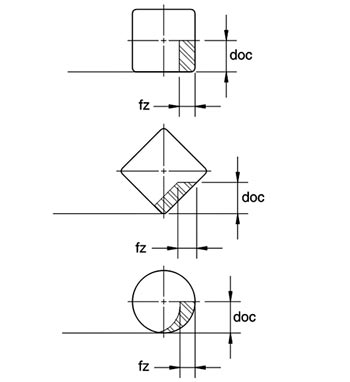
3. Przekrój wióra (A)
Przekrój wióra (rys. 1) definiuje się w następnujący sposób:
gdzie:
A = d x f (mm2)
d = osiowa głębokość skrawania (mm)
fz = posuw na ostrze mm/ostrze
 |
||
| Powierzchnia przekroju wióra i kształt płytki | ||
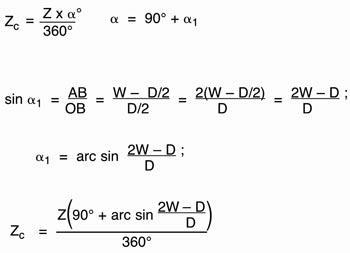
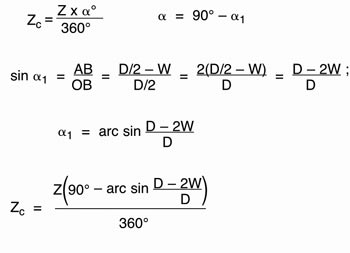
4. Ilość ostrzy skrawającyhc równocześnie (Zc)
Liczba płytek skrawających równocześnie zależy od liczby ostrzy w narzędziu Z i kąta frezowania . Zależność ta została przedstawiona we wzorze:
Zc = Z x α0 / 360
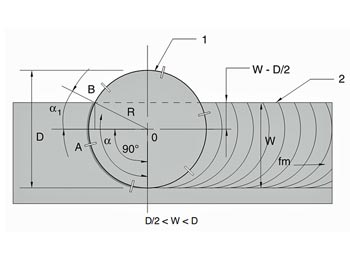
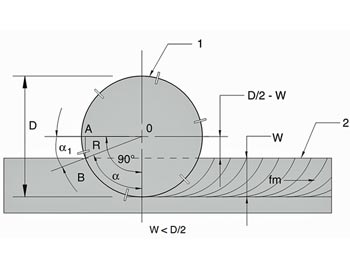
Kąt frezowania zależy od szerokości skrawania W oraz średnicy skrawania D. Kąt ten obliczany jest z zależności geometrycznych podanych na rysunku .
Kąt frezowania i liczba płytek w narzędziu
 |
 |
|
1 - frez 2 - przedmiot obrabiany a - kąt frezowania a1 - kąt pomiędzy osią freza i kierunkiem promienia przechodzącego przez punkt wejścia/wyjścia ostrza z materiału W - średnica skrawania D - średnica skrawania fm - ruch posuwowy przedmiotu obrabianego |
|
 |
 |
|
D = średnica skrawania W = szerokosć skrawania (szer.skr.) α = Kąt frezowania α1= Kąt pomiędzy kierunkiem ruchu posuwowego narzędzia a promieniem narzędzia przechodzącym przez punkt wyjścia narzędzia z materiału obrabianego Z = liczba ostrzy w narzędziu Zc = Liczba ostrzy narzędzia biorących udział w skrawania w danym momencie |
|
Siły statyczne, moment obrotowy oraz obliczenia poboru mocu przy frezowaniu czołowym frezami "high shear"
Jeśli szerokość skrawania równa jest średnicy skrawania wówczas : α = 180º, Zc = Z x 180º / 360º = 0.5Z. (W/D =1,0),
Jeżeli szerokość skrawania równa jest połowie średnicy skrawania wówczas: α = 90º, Zc = Z x 90º / 360º = .25Z. (W/D =0,5),
Wartość Zc, która zależy od stosunku danuch W/D przedstawiono w tabeli nr 1.
| W/D | .88 | .80 | .75 | .67 | .56 | .38 | .33 | .19 | .125 |
| Zc | .38Z | .35Z | .33Z | .30Z | .27Z | .21Z | .20Z | .14Z | .12Z |
5. Współczynnik skrawalności (Cm)
Wspłczynnik skrawalności wskazuje stopień trudności obróbki materiałó skrawanych. Tabela nr 2 przedstawia wartości współczynnika skrawalności dla kilku spośród najczęściej obrabianych materiałów.
| obrabiany materiał | W/D≤.67 | 0,67<W/D<1.0 | W/D=1,0 |
| stale węglowe i stopowe | 1.0 | 1.15 | 1.3 |
| stal nierdzewna | 2.0 | 2.15 | 2.3 |
| stopy tytanu | 1.0 | 1.15 | 1.3 |
| stopy aluminium | 1.0 | 1.20 | 1.4 |
| 1.0 | 1.05 | 1.1 |
Wartość Cm opierają się na testach frezów z dynamometrem dla różnych warunków skrawania. Badania naukowe wykazały, iż współczynnik skrawalności zależy od typu materiału skrawanego i stosunku promieniowej szerokości skrawania do średnicy skrawania (W/D).
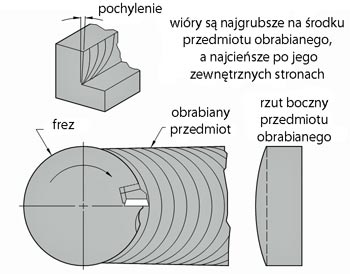
Stosunek ten jest wyznacznikiem grubości wióra. Kiedy W/D=1,0 wiór w punkcie wejścia rozpoczyna od grubości zerowej. Wzrasta do grubości maksymalnej na osi freza i maleje znów do zera w punkcie wyjścia. Ten typ obróbki wytwarza maksymalne tarcie na ostrzu skrawającym , a współczynnik skrawalności dochodzi do swej maksymalnej wartości. Optymalne warunki skrawania uzyskuje się gdy W/D =2/3 = 0,67. Grubość wióra jest praktycznie jednolita, tarcie minimalne, a współczynnik skrawalności maleje do swojej wartości minimalnej.
Bardziej szczegółowe testy pozwolą określić współczynniki skrawalności dla materiałów bardziej urozmaiconych oraz wpływa na poprawę dokładności obliczeń sił statycznych zaopatrzenia mocy.
6. Współczynnik zużucia narzędzia (Cw)
Dla frezowania ostrymi narzędziami skrawającymi (krótki czas operacji), wspołczynnik zużycia narzędzia Cw = 1,0. dla dłuższych operacji, bierze się pod uwagę poniższe współczynniki zużycia narzędzia:
- lekkie frezowanie płaszczyzn Cw = 1,1
- ogólne frezowanie płaszczyzn Cw = 1,2
- ciężkie frezowanie płaszczyzn Cw = 1,3
7. Obliczenie momentu obrotowego (Nm)
Moment obrotowy T, generowany przez siły statyczne, obliczany jest wg. poniższego wzoru:
T = Ft = D/2 (Nm) gdzie D = średnica skrawania (m)
8. Obliczenie mocy (HPc lub HPm)
Moc konieczna do obróbki obliczana jest przy użyciu dwóch wzorów:
HPc = Ft x Vc / 13410
lub
HPc = T x n / 21359
gdzie Vc - prędkość skrawania [m/min]
n - prędkość obrotowa wrzeciona [obr/min]
10000 i 1600 - współczynniki konwersji
9. Wymagana moc silnika wrzeciona obliczana jest ze wzoru (HPm)
HPm = HPc / E
gdzie E -sprawność wrzeciona (E = 0,75 do 0,90)
UWAGA: Sprawność wrzeciona waha się pomiędzy 75 a 90%.
Przykład na obliczanie mocy
wartości dane:
frez KSOM125R06OF07:
średnica D = 125mm
liczba ostrzy Z = 6
materiał obrabiany:
stal stopowa AISI 4140, twardość 220HB
warunki obróbki:
prędkość obrotowa n = 458 obr/min
prędkość skrawania Vc = 180m/min
posuw Vf = 824 mm/min
mm na ostrze fz = 0,3 mm
głębokość skrawania gł.skr. = 4 mm
szerokość skrawania szer.skr. = 90 mm
stosunek W/D - 0,72
Obliczenia krok po kroku
1.Obliczanie siły stycznej
1.1 wytrzymałość materiału
S = 5 x HB = 5 x 220 = 1100 N/mm2
1.2 przekrój wióra
A = gł.skr. x fz = 4 x 0,3 = 1,2 mm
1.3 liczba ostrzy skrawających jednocześnie:
stosunek szerokosci skrawania do średnicy (W/D)
W/D = 90/125 = 0,72 (Tabela nr 1)
Teraz należy podstawić wartość Zc z tabeli 1 - 0,72.
Zc = 0,33 x Z = 0,33 x 6 = 2 płytki we frezie
UWAGA: Z = liczba ostrzy w narzędziu.
1.4 siła statyczna
Ft = S x A x Zc x Cm x Cw Ft = 1100 x 1,2 x 2 x 1,1 x 1,1 = 3194
UWAGA: Cm = 1,1 oraz Cw = 1,1
2. Obliczenia momentu obrotowego na frezie
T = (Ft x D)/2 = 3,194 x 0,125 / 2 = 199,6 Nm
3. Obliczenie mocy
na frezie : HPc = Ft x Vc / 13440 = 3,194 X 180 / 13440 = 42,8 kW
lub HPc = T x n / 21359 = 1,996 X 458 / 21359 = 42,8 kW
na silniku gdzie E - sprawność wrzeciona ( E = 0,75 do 0,90)
HPm = HPc / E = 42,8 / 0,08 = 53,5 kW
Jakość powierzchni obrobionej
Jakość powierzchni może być ważnym parametrem dla części obrabianej. Chropowatość powierzchni uzyskana przy obróbce frezami składanymi zwykle waha się w przedziale 0,80 - 3,8 Ra. Na ten szeroki zakres może wpływać kilka zmiennych: rodzaj materiału skrawanego, sztywność obrabiarki, ustawienie wrzeciona, mocowanie, geometria naroża płytki , zużycie płytki, posuw i prędkość skrawania, zgrzewanie wióra pod wpływem ciepła i drgania.
Niska chropowatość powierzchni to wynik połączenia geometrii freza, typu płytki oraz prędkości skrawania i posuwów odpowiednich dla frezowanego materiału. Istotne jest także prawidłowe mocowanie części, a także właściwy stan techniczny obrabiarki.
Jak pokazano na rysunku 1, mniejszą chropowatość można uzyskać stosując płytkę o większym promieniu naroża, czy z krawędzią typu wiper. Dzięki temu możliwa jest redukcja śladów posuwu. Poza geometrią naroża płytki, ważne jest prawidłowe ustawienie płytek względem siebie. Przykładowo: jeśli wszystkie zastosowane płytki posiadają tę samą geometrię oraz zostaly ustawione w korpusie freza w zakresie ok. 0,025 mm względem siebie, uzyskana w ten sposób chropowatość będzie lepsza niż w przypadku ustawienia płytek w zakresie 0,07 mm.
 |
 |
 |
| Rysunek 1: Dzięki większym promieniom naroża płytki lub naroża z fazą uzyskiwana jest gładsza powierzchnia. | ||
Bardziej gładkie powierzchnie można także uzyskać zwiększając prędkość skrawania i redukując wartośc posuwu. Należy jednak pamiętać, iż zwiększenie prędkości skrawania wiąże się ze wzrostem temperatury podczas frezowania, co może wpłynąć na skrócenie trwałości krawędzi skrawającej.
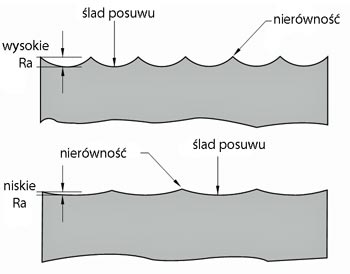
Uzyskana chropowatość nie musi przy tym być jednakowa na każdej z płaszczyzn obrabiane powierzchni. Rysunek 2 pokazuje, że chropowatość Ra będzie mniejsza w miejscach, gdzie ślady posuwu są blisko siebie, a większa, gdy ślady posuwu sa od siebie oddalone.
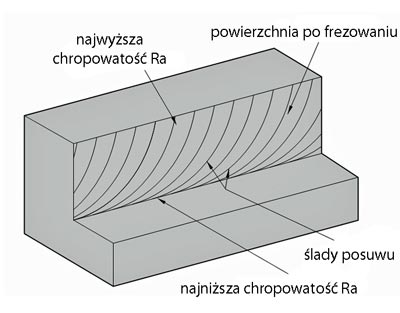 |
| Rysunek 2: Wartość chropowatosci Ra odpowiada odległosci pomiędzy śladami posuwu. |
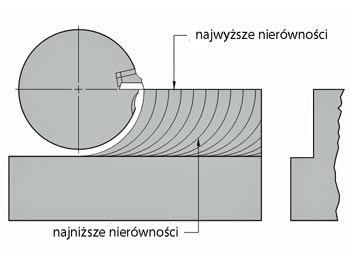
Wartość chropowatości Ra będzie niższa tam gdzie ślady posuwu sa najbliżej siebie, i wyższa, tam gdzie ślady sa najbardziej od siebie oddalone. Przedstawiają to rysunki 3 i 4.
Ślady posuwu wpływają zarówno na chropowatosc jak i płaskość powierzchni. Pochylenie powierzchni będzie od wysokich nierówności do niskich.
 |
 |
| Rysunek 3: Chropowatość Ra jest większa w miejscu najszerszych śladów posuwu. | Rysunek 4: Pochylenie tworzy sie od wysokich nierówności do niskich |
Ślady posuwu wpływaja zarówno na chropowatość jak i płaskość powierzchni.
Płaskosc wpływa także na tolerancję geometryczną części. Efekt ten jest bardziej dominujący przy frezowaniu po obydwu stronach cześci, jak przedstawiono na rysunku 5.
Aby otrzymać spójna i lepszą chropowatość powierzchni przy minimalnym pochyleniu powierzchni, należy wyeliminować nierówności pomiędzy śladami posuwu. Można tego dokonać przez wprowadzenie płytki z narożem umożliwiającym zniwelowanie lub zredukowanie tych nierówności.
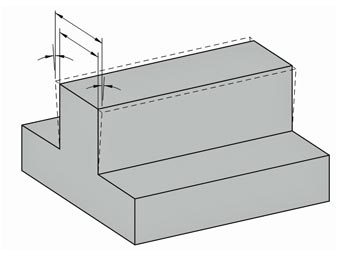 |
| Rysunek 5: Płaskość w większym stopniu wpływa na tolerancję geometryczną części podczas frezowania obu stron części. |
Na rysunkach 6 i 7 porównane zostały ślady posuwu powstałe w wyniku skrawania płytka z ostrzem zaokrąglonym i wiper. Płytka wiper z dużym promieniem do zniwelowania lub zredukowania nierówności (rysunek 7) była skuteczna przy tworzeniu chropowatości poniżej 2,5 Ra. Rysunki 6 i 7 przedstawiają płytkę wiper przeznaczoną do ścinania wierzchołka nierówności śladów posuwu. Powierzchnia staje się bardziej gładka, bardziej płaska, a pochylenie powierzchni zostaje zredukowane.
Płytki wiper zazwyczaj ustawia się 0,025 - 0,04 mm powyżej najwyższej płytki we frezie, by zapewnić dobre niwelowanie nierówności. Płytki wiper firmy Kennametal pasują do wszystkich gniazd w korpusie narzędzia. Oznacza to, ze do skrawania można używać jedną lub więcej płytek. Płytki wiper mogą być stosowane w kilku gniazdach narzędzia w celu rozłożenia obciążenia na obwodzie narzędzia.
 |
| Rysunek 6: Wartości maksymalnych nierówności uzyskane po obróbce płytkami z promieniami naroża (u góry) w porównaniu z uzyskanymi po obróbce płytkami wiper z dużymi promieniami (u dołu) |
Niezadowalająca chropowatość powierzchni
| przyczyna | rozwiązanie |
| bicie freza | Sprawdzić ustawienie płytek, czystość gniazd oraz powierzchni chwytów i gniazd wrzeciona. Sprawdzić ewentualne uszkodzenia gniazd. |
| zużyta lub wykruszona płytka | Wymienić płytki. |
| posuw na obrót przewyższający promień na płytce wiper | Zredukować posuw lub zainstalować płytke wiper z większym promieniem. |
| płytka wpier zamocowana zbyt wysoko | Ustawić płytkę wiper 0,025 do 0,04 mm powyżej najwyższej płytki. |
| drgania | Sprawdzić sztywność obrabiarki i mocowanie elementu obrabianego. Sprawdzić oprawkę i wrzeciono, wyregulować posuwy, wyregulować obroty, lub zredukować szerokość skrawnia. Rozważyć zastosowanie freza z mniejsza liczbą ostrzy. |
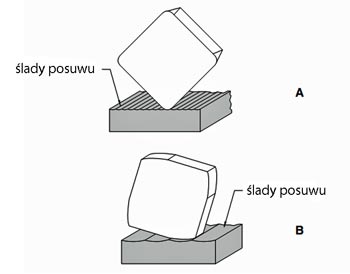 |
| Rysunek 7: Ślady kolejnych przejść uzyskane po obróbce płytkami z promieniami naroża (A) w porównaniu z powierzchnią uzyskaną przy obróbce płytkami wiper (B) |
Pomiar chropowatości powstałej podczas frezowania
Aby określić chropowatość powierzchni, nie można zawierzyć metodzie organoleptycznej. Dla przykładu paznokcie są 25 razy grubsze od czubka rysika przyrządu pomiarowego. Bedą się ślizgać w poprzek nierówności, nie trafiając w zagłębienia. Należy użyć przyrządu pomiarowego , ponieważ ocena chropowatości powierzchni na podstawie jej wyglądu może być myląca. Na przykład, światło odbite od całości frezowanej powierzchni będzie łagodniejsze od światła odbitego od przypadkowo wybranego miejsca. Również powierzchnia błyszcząca będzie wyglądała na bardziej gładszą niż powierzchnia zacieniona.
Umieszczenie narzędzia pomiarowego w określonej części powierzchni frezowanej wpływa na wynik pomiaru. Co więcej, chropowatość powierzchni zmierzona prostopadle do kierunku posuwu jest mniejsza od chropowatości mierzonej równolegle. Fakt ten ma miejsce niezależnie od typu detalu oraz rodzaju materiału obrabianego (patrz rys. 8)
Zmiana długości odcinka pomiaru powierzchni obrabianej wpływa na uzyskaną w pomiarach wartość Ra.
 |
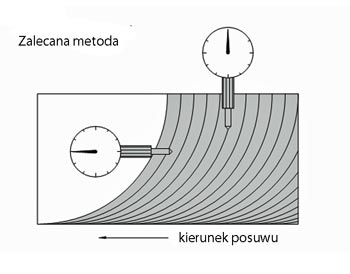 |
| Chropowatość | Rysunek 8: Pomiar chropoatości powierzchni |
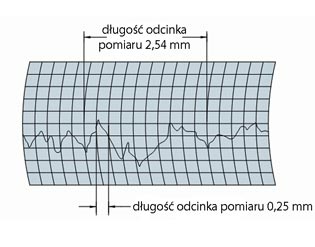
Odczyt pomiaru kształtu powierzchni.
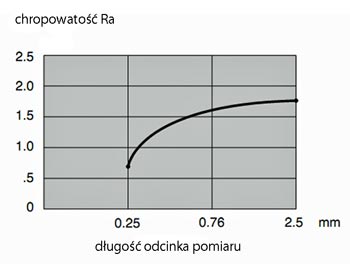
Rysunek 9 przedstawia zmiany w pomiarze chropowatości pokazywane przez przyrząd wywoływane zwiększeniem długości odcinka pomiaru powierzchni obrabianej. Im większa długość odcinka pomiaru (zob rys.9), tym większa chropowatość Ra. Na przykład, rysunek 10 pokazuje, że 0,25 mm dlugości pomiaru powierzchni obrabianej daje wynik Ra 0.6, podczas gdy 0,76 mm długości pomiaru wykazuje chropowatość 2.0 Ra.
Rysunek 10 dowodzi, że większość urządzeń pomiarowych jest przeznaczona do pomiarów na długość 0,25 mm, 0,76 mm i 2,54 mm. W większości przypadków zalecany jest pomiar na długości 0,76 mm.
Rysunek 11 pokazujestandardowe symbole pomiaru chropowatości opisujące maksymalną i minimalną chropowatość powierzchni, falistośc i kierunkowość struktury, czyli kierunek, w którym dokonuje się pomiaru.
 |
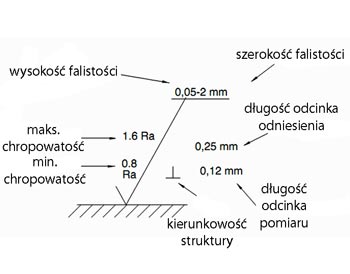 |
| Rysunek 9: Zwiększenie szerokości pomiaru powierzchni obrabianej powoduje zmiany w wyniku chropowatości | Rysunek 11: Standardowe symbole określające jakość powierzchni |












































































