Typy rozwiertaków
Podział i odmiany rozwiertaków
Różnorodność stosowanych w przemyśle rozwiertaków jest bardzo duża. Dla prawidłowego rozróżniania należy mieć na uwadze następujący ich podział:
- ze względu na postać obrabianego otworu - na rozwiertaki do otworów walcowych i rozwiertaki do otworów stożkowych;
- ze względu na dokładność obróbki - rozwiertaki zdzieraki i wykańczaki;
- ze względu na sposób pracy - na rozwiertaki ręczne i maszynowe;
- ze względu na możliwości eksploatacyjne - na rozwiertaki stałe i nastawne;
- ze względu na zamocowanie - na rozwiertaki trzpieniowe i nasadzane.
Podział ten nie dotyczy jeszcze pełnej klasyfikacji rozwiertaków, gdyż np. ze względu na postać rowków wiórowych rozróżnia się rozwiertaki z prostymi rowkami wiórowymi i rozwiertaki z rowkami śrubowymi. Dalszy podział może być związany z materiałem ostrza itp.
Rozwiertaki maszynowe są wykonywane ze stali szybkotnącej (jako jednolite lub zgrzewane) ewentualnie z lutowanymi do korpusu płytkami z węglików spiekanych. Rozwiertaki wykańczaki maszynowe o małych średnicach z ostrzami z węglików spiekanych mają całą część roboczą wykonaną z węglików i łączoną przez lutowanie z korpusem narzędzia. Natomiast rozwiertaki ręczne trzpieniowe stałe i rozprężne są wykonywane ze stali narzędziowych do pracy na zimno.
Rozwiertaki do otworów walcowych
Dobór średnicy rozwiertaków
Do obróbki otworów walcowych w klasach dokładności IT12÷14 są stosowane tylko wiertła. W klasie dokładności IT11 przy średnicach do 2,8 mm stosuje się również tylko wiertła, a przy średnicach powyżej 2,8 mm otwór po wywierceniu jest wykańczany rozwiertakiem zdzierakiem.
Otwory wykonywane w klasach dokładności IT6÷10 muszą być wykańczane rozwiertakiem wykańczającym (wykańczakiem), przy czym dla średnic do 3 mm pomijane jest rozwiercanie zgrubne rozwiertakiem zdzierakiem.
Wytyczne doboru średnic wierteł, rozwiertaków zdzieraków i rozwiertaków wykańczaków, w zależności od średnicy otworu i klasy dokładności wykonania podano w tablicy poniżej.
| Średnica otworu |
Otwory w klasie IT6÷10 | Otwory w klasie IT11 | |||||||
|---|---|---|---|---|---|---|---|---|---|
| wiercenie | rozwiercanie | wiercenie | rozwiercanie | ||||||
| wiertła kręte do kolejnych wierceń |
rozwiertak zdzierak |
rozwiertak wykańczak |
wiertła kręte do kolejnych wierceń |
rozwiertak zdzierak do rozwiercania wykańczającego |
|||||
| 1,5 | - | - | 1,4 | 1,5 | - | - | 1,5 | ||
| 1,6 | 1,5 | 1,6 | 1,6 | ||||||
| 1,8 | 1,7 | 1,8 | 1,8 | ||||||
| 2 | 1,9 | 2 | 2 | ||||||
| 2,2 | 2,1 | 2,2 | 2,2 | ||||||
| 2,5 | 2,4 | 2,5 | 2,5 | ||||||
| 2,8 | 2,6 | 2,8 | 2,8 | ||||||
| 3 | 2,8 | 3 | 2,8 | 3 | |||||
| 3,5 | 3 | 3,3 | 3,5 | 3,2 | 3,5 | ||||
| 4 | 3,5 | 3,8 | 4 | 3,8 | 4 | ||||
| 4,5 | 4,0 | 4,3 | 4,5 | 4,2 | 4,5 | ||||
| 5 | 4,5 | 4,8 | 5 | 4,8 | 5 | ||||
| 5,5 | 5,0 | 5,3 | 5,5 | 5,2 | 5,5 | ||||
| 6 | 5,5 | 5,8 | 6 | 5,8 | 6 | ||||
| 7 | 6,5 | 6,8 | 7 | 6,8 | 7 | ||||
| 8 | 7 | 7,8 | 8 | 7,5 | 8 | ||||
| 9 | 8 | 8,8 | 9 | 8,5 | 9 | ||||
| 10 | 9 | 9,8 | 10 | 9,5 | 10 | ||||
| 11 | 10 | 10,75 | 11 | 10,5 | 11 | ||||
| 12 | 11 | 11,75 | 12 | 11,5 | 12 | ||||
| 13 | 12 | 12,75 | 13 | 12,5 | 13 | ||||
| 14 | 13 | 13,75 | 14 | 13,5 | 14 | ||||
| 15 | 13,75 | 14,75 | 15 | 14,5 | 15 | ||||
| 16 | 14,75 | 15,75 | 16 | 15,5 | 16 | ||||
| 17 | 15,75 | 16,75 | 17 | 16,5 | 17 | ||||
| 18 | 16,75 | 17,75 | 18 | 17,5 | 18 | ||||
| 19 | 17,5 | 18,7 | 19 | 18,5 | 19 | ||||
| 20 | 18,5 | 19,7 | 20 | 19,5 | 20 | ||||
| 21 | 19,5 | 20,7 | 21 | 20,5 | 21 | ||||
| 22 | 20,5 | 21,7 | 22 | 21,5 | 22 | ||||
| 23 | 12 | 21,5 | 22,7 | 23 | 12 | 22,5 | 23 | ||
| 24 | 22,5 | 23,7 | 24 | 23,5 | 24 | ||||
| 25 | 23,5 | 24,7 | 25 | 24,5 | 25 | ||||
| 26 | 24,5 | 25,7 | 26 | 25,5 | 26 | ||||
| 27 | 25,5 | 26,7 | 27 | 26,5 | 27 | ||||
| 28 | 26,5 | 27,7 | 28 | 27,5 | 28 | ||||
| 30 | 28,5 | 29,7 | 30 | 29,5 | 30 | ||||
| 32 | 16 | 30,5 | 31,6 | 32 | 16 | 31,5 | 32 | ||
| 34 | 32 | 33,6 | 34 | 33 | 34 | ||||
| 35 | 33 | 34,6 | 35 | 34 | 35 | ||||
| 36 | 34 | 35,6 | 36 | 35 | 36 | ||||
| 38 | 36 | 37,6 | 38 | 37 | 38 | ||||
| 40 | 38 | 39,6 | 40 | 39 | 40 | ||||
| 42 | 20 | 40 | 41,6 | 42 | 20 | 41 | 42 | ||
| 44 | 42 | 43,6 | 44 | 43 | 44 | ||||
| 45 | 43 | 44,6 | 45 | 44 | 45 | ||||
| 46 | 44 | 45,6 | 46 | 45 | 46 | ||||
| 48 | 46 | 47,6 | 48 | 47 | 48 | ||||
| 50 | 48 | 49,6 | 50 | 49 | 50 | ||||
| 52 | 49 | 51,2 | 52 | 50 | 52 | ||||
| 55 | 52 | 54,2 | 55 | 53 | 55 | ||||
| 56 | 53 | 55,2 | 56 | 54 | 56 | ||||
| 58 | 55 | 57,2 | 58 | 56 | 58 | ||||
| 60 | 12 | 25 | 57 | 59,2 | 60 | 25 | 58 | 60 | |
| 62 | 59 | 61,2 | 62 | 60 | 62 | ||||
| 63 | 60 | 62,2 | 63 | 61 | 63 | ||||
| 67 | 64 | 66,2 | 67 | 65 | 67 | ||||
| 71 | 16 | 32 | 68 | 70,2 | 71 | 16 | 32 | 69 | 71 |
| 72 | 69 | 71,2 | 72 | 70 | 72 | ||||
| 75 | 72 | 74,2 | 75 | 73 | 75 | ||||
| 80 | 77 | 79,2 | 80 | 78 | 80 | ||||
| 85 | 20 | 40 | 82 | 84 | 85 | 20 | 40 | 83 | 85 |
| 90 | 87 | 89 | 90 | 88 | 90 | ||||
| 95 | 92 | 94 | 95 | 93 | 95 | ||||
| 100 | 97 | 99 | 100 | 98 | 100 | ||||
Od wytycznych zawartych w poniższej tablicy mogą być w uzasadnionych przypadkach stosowane pewne odstępstwa. Na przykład obróbka otworów w klasach IT6÷10 może przewidywać zamiast jednego rozwiertaka wykańczaka, dwa rozwiertaki wykańczaki różniące się między sobą tylko wymiarem średnicy. Rozwiertak wykańczak wstępny (półwykańczak) ma wówczas średnicę mniejszą od rozwiertaka wykańczaka ostatecznego o 0,03÷0,15 mm, w zależności od średnicy otworu. Ten przypadek dwukrotnego rozwiercania wykańczającego występuje tylko wówczas, gdy jest wymagana bardzo duża gładkość powierzchni otworu.
W przypadku obróbki otworów surowych (np. odlanych) wiercenie zastępuje się wytaczaniem.
W przypadku korzystania z półfabrykatów rozwiertaków lub przeszlifowywania ich na inny wymiar należy obliczyć wymaganą średnicę rozwiertaka.
Jeżeli rozwiertak (zdzierak) będzie służył do zgrubnego rozwiercania otworów, po którym nastąpi dalsze rozwiercanie wykańczające, to jego średnicę drz oblicza się ze wzoru (rys. 1)
drz = (dnom - U) - Tr
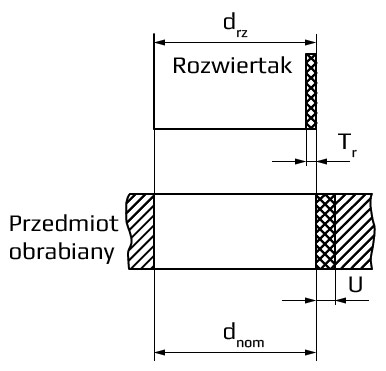
gdzie: dnom - nominalny wymiar średnicy gotowego otworu w mm, U - zapas na wykończenie otworu (rozwiercanie wykańczające) przyjmowany wg tabl. VI-27, Tr - tolerancja wykonania rozwiertaka przyjmowana jako h8.
Jeżeli rozwiertak będzie przeznaczony do wykańczania otworów, jego średnicę drw oblicza się ze wzoru (rys. 2)
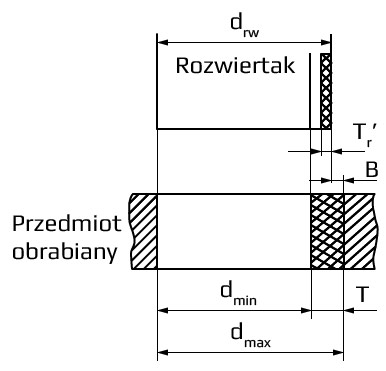
gdzie: dmax - górny wymiar graniczny gotowego otworu w mm, B - zapas na rozbicie otworu przez rozwiertak B = 0,15T (T - tolerancja wykonania otworu), Tr' - tolerancja wykonania rozwiertaka (Tr' = 0,35T).
Rozwiertaki zdzieraki maszynowe
Rodzaje rozwiertaków zdzieraków maszynowych do otworów walcowych pokazano na rys. VI-30.
Rozwiertaki trzpieniowe (b) (czteroostrzowe) z krótką częścią roboczą są używane do rozwiercania otworów bez dodatkowego prowadzenia narzędzia, jak to jest stosowane np. przy pracach na tokarkach zwykłych i rewolwerówkach. Rozwiertaki trzpieniowe (a, c i d) (trzyostrzowe) są stosowane przede wszystkim przy pracach na wiertarkach, gdy przedmiot obrabiany jest zamocowany w uchwycie wiertarskim, a narzędzie jest prowadzone w tulejce.
Rys. VI-30
Rozwiertaki nasadzna (e i f) (czteroostrzowe) są stosowane w tych samych przypadkach co rozwiertaki trzpieniowe (b) z krótką częścią roboczą.
Rozwiertak zdzierak usuwa z powierzchni otworu warstwę materiału o dość znacznej grubości przez co jest wymagany dodatni kąt natarcia na czołowych krawędziach skrawających. Ponieważ zależność między kątem natarcia i kątem pochylenia rowka wiórowego jest tu taka sama, jak dla wierteł krętych, dlatego rozwiertaki zdzieraki zawsze mają ostrza (rowki wiórowe), śrubowe, przy czym kierunek skrętu ich linii śrubowej jest zgodny z kierunkiem głównego ruchu roboczego rozwiertaka, tzn. rozwiertak zdzierak prawotnący zawsze ma ostrza śrubowe prawozwojne.
Kąt przystawienia głównych krawędzi skrawających w rozwiertakach zdzierakach jest taki sam jak w wiertle krętym tzn. 60°. Również jak w wiertle krętym są pozostawione na pomocniczych krawędziach skrawających łysinki walcowe. Część robocza rozwiertaka jest zbieżna w kierunku chwytu. Zbieżność ta wynosi 0,04÷0,1/100 mm.
Drugim ważnym zadaniem rozwiertaka zdzieraka jest poprawienie błędów kształtu obrabianego otworu, w tym również "wyprowadzenie" osi otworu. Jest to możliwe tylko przy sztywnym mocowaniu tych narzędzi we wrzecionie lub w uchwycie głowicy narzędziowej.
Rozwiertaki zdzieraki stałe przedstawione na rys. VI-30 są stosowane do wstępnego rozwiercania otworów walcowych z pozostawieniem naddatku na obróbkę wykańczającą lub do wykańczającego rozwiercania otworów H11.
Wymiary rozwiertaków maszynowych zdzieraków trzpieniowych z chwytem walcowym podano w tablicy VI-28, a zchwytem stożkowym Morse'a - w tablicy VI-29. Wymiary rozwiertaków maszynowych zdzieraków nasadzanych zamieszczono w tablicy VI-30.
Rozwiertaki maszynowe trzpieniowe o większych średnicach chwytu są mocowane bezpośrednio w stożkowych gniazdach wrzecion obrabiarek lub tulei konika, natomiast o mniejszych średnicach - za pośrednictwem stożkowych tulei redukcyjnych.
Rozwiertaki maszynowe nasadzane są mocowane na trzpieniach zabierakowych z czopem stożkowym o zbieżności 1:30.
Rozwiertaki wykańczaki maszynowe
Rozwiertaki służące do wykańczającego rozwiercania otworów walcowych po rozwiertakach zdzierakach mają za zadanie zapewnić dokładny wymiar średnicy obrobionego otworu oraz możliwie małą chropowatość jego powierzchni.
Zadanie to może być wykonane tylko przy usuwaniu cienkiej warstwy materiału z powierzchni w warunkach pracy ostrza zbliżonych do pracy skrobaka, tzn. przy zerowym lub ujemnym kącie natarcia. Z tego powodu rozwiertaki wykańczaki mają rowki wiórowe proste (alfa = 0) oznaczane symbolem A lub śrubowe o kierunku zwojów przeciwnym do kierunku pracy narzędzia (alfa=-7) oznaczane symbolem B.












































































