Piły taśmowe - FENES
EKSPLOATACJA
Warunkiem prawidłowej eksploatacji pił jest stabilne zamocowanie elementu ciętego, co gwarantuje prawidłową pracę i wydłuża żywotność piły. Należy stosować parametry użytkowania (naprężenie piły, chłodzenie, docieranie i prędkość skrawania), podane poniżej. Niestosowanie tych zaleceń może spowodować problemy opisane poniżej.
Piłę przed użytkowaniem należy dotrzeć. Docieranie piły taśmowej polega na zredukowaniu obrotów i posuwu o połowę i tak przez pierwsze 15 - 30 minut pracy. Robi się to po to żeby wszystkie zęby dotarły się do jednej wysokości.
PROBLEMY MOGĄCE WYSTĄPIĆ PODCZAS CIĘCIA
| Objawy | Przyczyna: niewłaściwy(e) | |||
|---|---|---|---|---|
| Dobór piły | Naprężenie | Nacisk | Prędkość skrawania | |
| Zerwanie piły |  |
|
|
|
| Zużycie grzbietu piły | |
|
||
| Narost na ostrzach piły | |
|
||
| Szybkie zużywanie się ostrzy | |
|
|
|
| Wykruszanie się ostrzy piły | |
|
||
| Duża chropowatość cięcia - drgania piły | |
|
|
|
| Ukosowanie przekroju cięcia | |
|
||
| Objawy | Przyczyna: niewłaściwy(e) | ||||
|---|---|---|---|---|---|
| Czyszczenie | Prowadniki | Docieranie | Chłodzenie | Mocowanie materiału | |
| Zerwanie piły | |
||||
| Zużycie grzbietu piły | |
||||
| Narost na ostrzach piły | |
|
|||
| Szybkie zużywanie się ostrzy | |
|
|
|
|
| Wykruszanie się ostrzy piły | |
|
|
|
|
| Duża chropowatość cięcia - drgania piły | |
||||
| Ukosowanie przekroju cięcia | |
||||
Struktura taśmy bimetalowej
 |
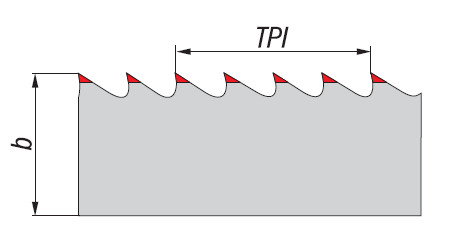
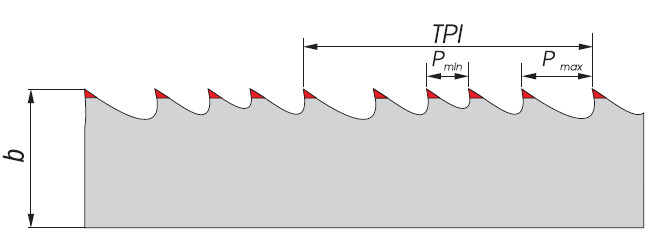
Rodzaje podziałki
Podziałka stała
Podziałka zmienna
Sposoby rozwarcia
Rozwarcie jodełkowe dla podziałki stałej

Rozwarcie przemienne dla podziałki zmiennej

Rozwarcie falowe dla podziałki stałej

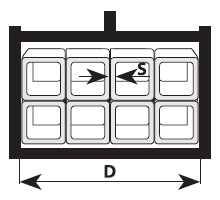
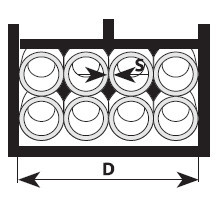
Dobór podziałki
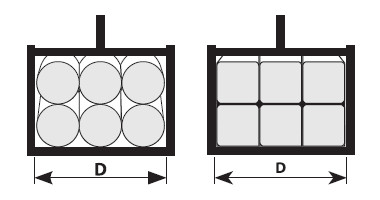
Materiały pełne
 |
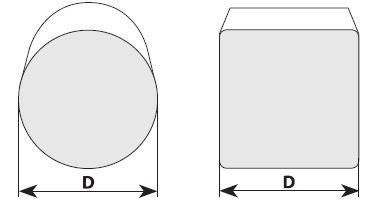 |
| Cięcie w pakietach | Cięcie detali |
| D - wymiar przecinanych detali | |
Profile
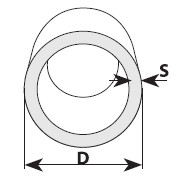 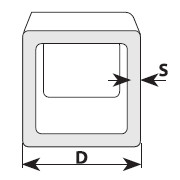 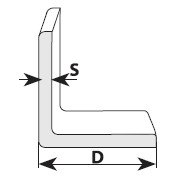 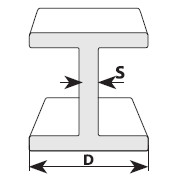 |
| Cięcie detali |
  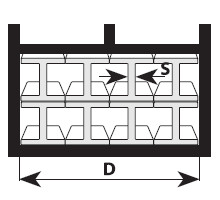 |
| Cięcie w pakietach |
|
D - wymiar przecinanych detali |
WARUNKI UŻYTKOWANIA
| Materiały obrabiane | Prędkość skrawania | Chłodzenie | Natężenie | |
|---|---|---|---|---|
| dla pił bimetalowych: | m/min | % | MPa | |
| 1.1 | Stale niestopowe | 50 ÷ 80 | 3 | 250 |
| 1.2 | Stale niestopowe i stopowe | 30 ÷ 50 | ||
| 1.3 | Stale stopowe | 20 ÷ 30 | ||
| 2.1 | Stale nierdzewne i kwasoodporne | 20 ÷ 30 | 10 | 250 |
| 2.2 | Stale nierdzewne i kwasoodporne z podwyższoną zawartością chromu i niklu | |||
| 3.1 | Żeliwo szare | 20 ÷ 30 | na sucho | 250 |
| 3.2 | Żeliwo sferoidalne, żeliwo ciągliwe | |||
| 4.1 | Tytan | 10 ÷ 20 | 10 | 250 |
| 4.2 | Stopy tytanu | |||
| 5.1 | Aluminium, miedź | 50 ÷ 200 | 10 | 250 |
| 5.2 | Stopy aluminium, stopy miedzi | |||
| 6 | Tworzywa sztuczne | 50 ÷ 200 | 10 | 250 |
| dla pił monolitycznych: | ||||
| 5.1 | Aluminium, miedź | 30 ÷ 80 | 10 | 150 ÷ 200 |
| 6 | Tworzywa sztuczne | 80 ÷ 200 | 10 | 150 ÷ 200 |












































































