Płytki do głowic frezarskich DOLFAMEX
Opis gatunków
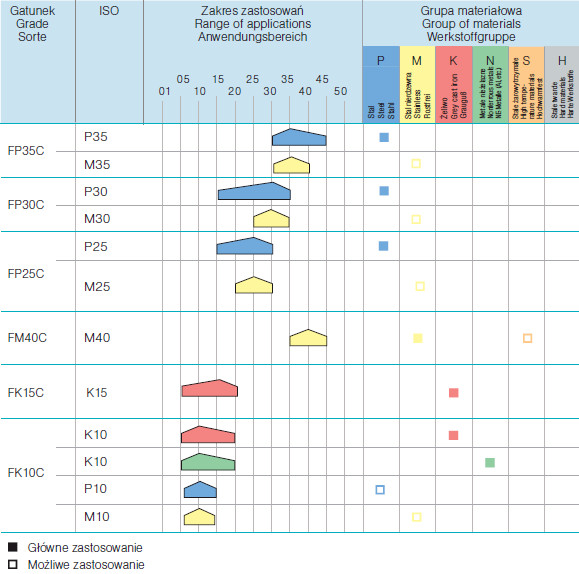
| FP35C (P35, M35) | FP30C (P30, M30) |
|---|---|
| Bardzo wytrzymały gatunek z powłoką PVD AITiN ze specjalnym przeznaczeniem dla stali narzędziowej. Idealny do frezowania na sucho od niskich do średnich szybkości skrawania do obróbki zgrubnej. | Bardzo wytrzymałe podłoże węglikowe gwarantuje wysokie bezpieczeństwo obróbki tego uniwersalnego gatunku do frezowania stali przy szerokim zakresie materiałów stalowych. Nowoczesna powłoka wielowarstwowa MT-CVD Al2O3 zapewnia obróbkę na sucho przy wysokiej szybkości skrawania Nanolock. |
| FP25C (P25, M25) | FM40C (M40) |
| Uniwersalny gatunek do frezowania stali niestopowej, niskostopowej i wysokostopowej oraz nierdzewnej, a także żeliwa z grafitem sferoidalnym. Ten gatunek pokryty powłoką TiAIN jest szczególnie odpowiedni dla wysokich szybkości skrawania przy obróbce na sucho. | Bardzo wytrzymałe, względnie drobnoziarniste podłoże węglikowe z cienką, gładką i odporną powłoką wielowarstwową PVD. Idealny gatunek do frezowania nierdzewnej stali austenitycznej od niskich do średnich szybkości skrawania i obróbki na mokro. |
| FK15C (K15) | FK10C (K10) |
| Gatunek do frezowania żeliwa szarego i żeliwa sferoidalnego, do obróbki przy średnich i małych obciążeniach. Gatunek ten wyróżnia się odpornością na ścieranie i dobrą stabilnością termiczną. | Idealny gatunek do obróbki materiałów aluminiowych i innych metali nieżelaznych. Jego niesamowicie cienka powłoka PVD-TiAIN czyni go również doskonałym do wykańczania stali nierdzewnej i żeliwa szarego. |
Płytki do frezowania - przegląd gatunków:
 =Obróbka na mokro
=Obróbka na mokro  =Obróbka na sucho
=Obróbka na sucho
Parametry skrawania dla FK15C:
| Materiał | Rm/UTS (N/mm2) |
Szybkość skrawania dla posuwu Vc m/min | ||||||
|---|---|---|---|---|---|---|---|---|
| 0,08 - 0,15 | 0,16 - 0,35 | 0,36 - 0,50 | ||||||
|
|
|
|
|
|
|||
| K | Żeliwa szare | 100 - 400 (120 - 260 HB) |
160 | 320 | 130 | 240 | 90 | 180 |
| Żeliwa szare wielostopowe | 150 - 250 (160 - 230 HB) |
130 | 250 | 100 | 200 | 80 | 150 | |
| Żeliwa sferoidalne | 400 - 800 (120 - 310 HB) |
150 | 180 | 120 | 150 | 90 | 130 | |
| Żeliwa ciągliwe | 350 - 700 (150 - 280 HB) |
150 | 280 | 120 | 210 | 90 | 150 | |
Parametry skrawania dla FP35C:
| Materiał | Rm/UTS (N/mm2) |
Szybkość skrawania dla posuwu Vc m/min | ||||||
|---|---|---|---|---|---|---|---|---|
| 0,08 - 0,15 | 0,16 - 0,35 | 0,36 - 0,50 | ||||||
|
|
|
|
|
|
|||
| P | Niskostopowa stal konstrukcyjna | - 700 | 140 | 230 | 120 | 200 | 110 | 160 |
| Stale automatowe | - 700 | 140 | 230 | 120 | 200 | 110 | 160 | |
| Stal konstrukcyjna | 500 - 950 | 140 | 230 | 120 | 200 | 110 | 160 | |
| Stale do obróki cieplnej | 500 - 950 | 120 | 170 | 120 | 150 | 90 | 120 | |
| Staliwa | - 950 | 120 | 170 | 120 | 150 | 90 | 120 | |
| Stal ulepszona | - 950 | 120 | 170 | 120 | 150 | 90 | 120 | |
| Stal nierdzewna ferrytyczna martenzytyczna |
500 - 950 |
150 110 |
160 160 |
130 100 |
170 140 |
100 80 |
140 110 |
|
| Stal żarowytrzymała | 950 - 1400 | 120 | 160 | 100 | 140 | 80 | 110 | |
| Stale do azotowania | 950 - 1400 | 120 | 160 | 100 | 140 | 80 | 110 | |
| Stal narzędziowa | 950 - 1400 | 120 | 160 | 100 | 140 | 80 | 110 | |
| M | Stale nierdzewne austenityczne |
500 - 950 | 80 | 160 | - | - | - | - |
| Stale nierdz. martenzytyczne | ||||||||
| K | Żeliwa szare | 100 - 400 (120 - 260 HB) |
||||||
| Żeliwa szare wielostopowe | 150 - 250 (160 - 230 HB) |
|||||||
| Żeliwa sferoidalne | 400 - 800 (120 - 310 HB) |
150 | 180 | 130 | 160 | 95 | 130 | |
| Żeliwa ciągliwe | 350 - 700 (150 - 280 HB) |
|||||||
Parametry skrawania dla FP30C:
| Materiał | Rm/UTS (N/mm2) |
Szybkość skrawania dla posuwu Vc m/min | ||||||
|---|---|---|---|---|---|---|---|---|
| 0,08 - 0,15 | 0,16 - 0,35 | 0,36 - 0,50 | ||||||
|
|
|
|
|
|
|||
| P | Niskostopowa stal konstrukcyjna | - 700 | 160 | 240 | 150 | 220 | 120 | 160 |
| Stale automatowe | - 700 | 160 | 240 | 150 | 220 | 120 | 160 | |
| Stal konstrukcyjna | 500 - 950 | 160 | 240 | 150 | 220 | 120 | 160 | |
| Stale do obróki cieplnej | 500 - 950 | 150 | 190 | 130 | 160 | 110 | 140 | |
| Staliwa | - 950 | 150 | 190 | 130 | 160 | 110 | 140 | |
| Stal ulepszona | - 950 | 150 | 190 | 130 | 160 | 110 | 140 | |
| Stal nierdzewna ferrytyczna martenzytyczna |
500 - 950 |
160 130 |
220 180 |
130 100 |
180 140 |
100 80 |
140 110 |
|
| Stal żarowytrzymała | 950 - 1400 | 120 | 160 | 90 | 130 | 70 | 100 | |
| Stale do azotowania | 950 - 1400 | 120 | 160 | 90 | 130 | 70 | 100 | |
| Stal narzędziowa | 950 - 1400 | 120 | 160 | 90 | 130 | 70 | 100 | |
| M | Stale nierdzewne austenityczne |
500 - 950 | 120 | 180 | - | - | - | - |
| Stale nierdz. martenzytyczne | ||||||||
| K | Żeliwa szare | 100 - 400 (120 - 260 HB) |
||||||
| Żeliwa szare wielostopowe | 150 - 250 (160 - 230 HB) |
|||||||
| Żeliwa sferoidalne | 400 - 800 (120 - 310 HB) |
150 | 190 | 125 | 165 | 105 | 140 | |
| Żeliwa ciągliwe | 350 - 700 (150 - 280 HB) |
|||||||
Parametry skrawania dla FM40C:
| Materiał | HB | Szybkość skrawania dla posuwu Vc m/min | ||
|---|---|---|---|---|
| 0,08 - 0,20 | 0,21 - 0,40 | |||
|
|
|||
| M | Austenityczne: AISI | 180 | 80 - 160 | 70 - 140 |
| 301, 303, 304, 304L, 304LN, 305, 308, 316, 316L, 316LN, 317L | ||||
| 316Ti, 318, 321, 347, 348 | 180 | 70 - 125 | 50 - 120 | |
| Austenityczne ulepszone: AISI | 70 - 100 | |||
| 309, 310S, 630, J775 (SAE) | ||||
| Duplex (austenityczne/ferrytyczne): AISI | 70 - 120 | |||
| 329 | ||||
| S | Stopy żaroodporne | 320-350 | 40 - 70 | 30 -60 |
| Ni- lub Co- | ||||
| Inconel 718, Incoloy 925 | ||||
| Stopy tytanu | Rm1050 N/mm2 |
45 - 60 | 40 - 55 | |
| Alpha- + Beta-alloys: Ti -6Al-4V | ||||












































































