Płytki do noży tokarskich DOLFAMEX
Opis gatunków
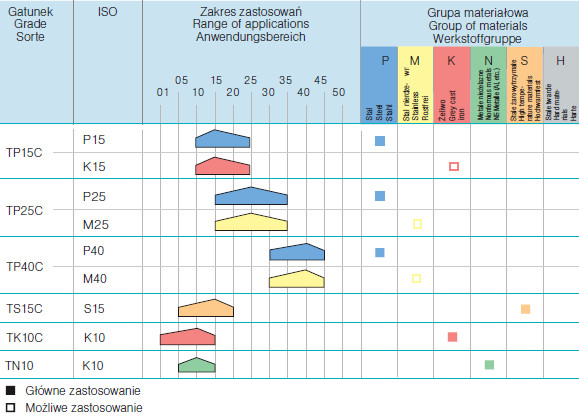
| TP15C | TP25C (P25, M25) |
|---|---|
| Odporny na ścieranie gatunek do nieprzerwanego skrawania stali z wysokimi prędkościami. Może być również stosowany do żeliwa | (Uniwersalny gatunek do toczenia) Podstawowy gatunek do obróbki materiałów stalowych i łatwo skrawalnych stali nierdzewnych ze średnimi szybkościami skrawania, włączając skrawanie przerywane. Gatunek ogólnego zastosowania charakteryzuje się wysoką trwałością i doskonałą odpornością przy szerokim zakresie zastosowań. |
| TP40C (P40, M40) | TS15C |
| Gatunek gwarantujący maksymalną wydajność przy ciężkim skrawaniu przerywanym. | Submikronowy gatunek posiadający ostrą i stabilną krawędź skrawającą. Do pracy z wysokimi szybkościami w obróbce superstopów takich jak: Inconel, Hastelloy, Nimonic i stopów tytanu. |
| TK10C | TN10 |
| Innowacyjny gatunek do toczenia żeliwa z ekstremalnie twardą powłoką TiCN-TiC i ceramiczną warstwą ochronną pozwalającą na pracę z szybkością do 500 m/min. | Gatunek węglika spiekanego do toczenia aluminium i miedzi, jak również innych materiałów miękkich dających długie wióry podczas obróbki skrawaniem. |
Płytki do toczenia - przegląd gatunków:
 =Obróbka na mokro
=Obróbka na mokro  =Obróbka na sucho
=Obróbka na sucho
Parametry skrawania dla TP15C:
| Materiał | HB | Szybkość skrawania dla posuwu Vc m/min | |||||||
|---|---|---|---|---|---|---|---|---|---|
| 0,4 - 0,8 | 0,25 - 0,4 | 0,05 - 0,25 | |||||||
|
|
|
|
|||||||
| P | Stale niestopowe | ca 0,15 % C | 125 | 140 - 200 | 230 - 300 | 290 - 360 | |||
| ca o,45 % C | 190 | 110 - 180 | 180 - 260 | 250 - 320 | |||||
| ca 0,45 % C | 250 | 90 - 180 | 110 - 180 | 140 - 210 | |||||
| ca 0,75 % C | 270 | 120 - 180 | 170 - 240 | 230 - 300 | |||||
| ca 0,75 % C | 300 | 130 - 150 | 80 - 150 | 140 - 210 | |||||
| Stale niskostopowe | 180 | 100 - 170 | 150 - 220 | 220 - 300 | |||||
| 275 | 100 - 150 | 110 - 180 | 140 - 210 | ||||||
| 300 | 100 - 140 | 100 - 170 | 130 - 200 | ||||||
| 350 | 100 - 140 | 80 - 150 | 110 - 180 | ||||||
| Stale wysokostopowe | 200 | 100 - 180 | 80 - 220 | 180 - 260 | |||||
| 325 | 100 - 160 | 80 - 140 | 100 - 170 | ||||||
| Stale nierdzewne | 200 | 100 - 170 | 130 - 200 | 180 - 260 | |||||
| 240 | 100 - 140 | 80 - 150 | 150 - 210 | ||||||
| M | Stale nierdzewne | 180 | |||||||
| K | Żeliwa szare | 180 | 100 - 180 | 170 - 240 | 250 - 320 | ||||
| 260 | 90 - 120 | 80 - 150 | 110 - 180 | ||||||
| Żeliwa sferoidalne | 160 | 100 - 150 | 110 - 180 | 140 - 210 | |||||
| 250 | 90 - 140 | 90 - 160 | 110 - 180 | ||||||
| Żeliwa | 130 | 90 - 140 | 120 - 190 | 150 - 210 | |||||
| 230 | 90 - 120 | 100 - 150 | 110 - 180 | ||||||
Parametry skrawania dla TP25C:
| Materiał | HB | Szybkość skrawania dla posuwu Vc m/min | |||||||
|---|---|---|---|---|---|---|---|---|---|
| 0,4 - 0,8 | 0,25 - 0,4 | 0,05 - 0,25 | |||||||
|
|
|
|
|||||||
| P | Stale niestopowe | ca 0,15 % C | 125 | 150 - 200 | 170 - 230 | 170 - 230 | |||
| ca o,45 % C | 190 | 130 - 180 | 150 - 200 | 150 - 200 | |||||
| ca 0,45 % C | 250 | 100 - 150 | 120 - 170 | 120 - 170 | |||||
| ca 0,75 % C | 270 | 120 - 160 | 140 - 200 | 140 - 200 | |||||
| ca 0,75 % C | 300 | 90 - 140 | 100 - 160 | 100 - 160 | |||||
| Stale niskostopowe | 180 | 120 - 170 | 140 - 200 | 140 - 200 | |||||
| 275 | 90 - 140 | 100 - 160 | 100 - 160 | ||||||
| 300 | 85 - 130 | 100 - 150 | 100 - 150 | ||||||
| 350 | 80 - 120 | 90 - 140 | 90 - 140 | ||||||
| Stale wysokostopowe | 200 | 110 - 150 | 130 - 170 | 130 - 170 | |||||
| 325 | 70 - 110 | 80 - 130 | 80 - 130 | ||||||
| Stale nierdzewne | 200 | 120 - 150 | 140 - 180 | 140 - 180 | |||||
| 240 | 85 - 120 | 100 - 140 | 100 - 140 | ||||||
| M | Stale nierdzewne | 180 | 90 - 100 | 100 - 130 | 100 - 130 | ||||
Parametry skrawania dla TP40C:
| Materiał | HB | Szybkość skrawania dla posuwu Vc m/min | |||||||
|---|---|---|---|---|---|---|---|---|---|
| 0,4 - 0,8 | 0,25 - 0,4 | 0,05 - 0,25 | |||||||
|
|
|
|
|||||||
| P | Stale niestopowe | ca 0,15 % C | 125 | 60 - 100 | 70 - 110 | 90 - 170 | |||
| ca o,45 % C | 190 | 60 - 100 | 70 - 110 | 90 - 170 | |||||
| ca 0,45 % C | 250 | 60 - 100 | 70 - 110 | 90 - 170 | |||||
| ca 0,75 % C | 270 | 60 - 100 | 70 - 110 | 90 - 170 | |||||
| ca 0,75 % C | 300 | 60 - 100 | 70 - 110 | 90 - 170 | |||||
| Stale niskostopowe | 180 | 60 - 100 | 70 - 110 | 90 - 170 | |||||
| 275 | 70 - 110 | 70 - 110 | 90 - 170 | ||||||
| 300 | 60 - 100 | 70 - 110 | 90 - 170 | ||||||
| 350 | 55 - 80 | 70 - 110 | 90 - 170 | ||||||
| Stale wysokostopowe | 200 | 80 - 110 | 70 - 110 | 90 - 170 | |||||
| 325 | 60 - 90 | 70 - 110 | 90 - 170 | ||||||
| Stale nierdzewne | 200 | 90 - 130 | 70 - 110 | 90 - 170 | |||||
| 240 | 70 - 110 | 70 - 110 | 90 - 170 | ||||||
| M | Stale nierdzewne | 180 | 70 - 110 | 90 - 140 | 110 - 170 | ||||
Parametry skrawania dla TS15C:
| Materiał | HB | Szybkość skrawania dla posuwu Vc m/min | |||
|---|---|---|---|---|---|
| 0,08 - 0,3 | |||||
|
|
|||||
| M | Stale nierdzewne | 180 | 130 - 200 | ||
| S | Stopy żarowytrzymałe | 200 | 40 - 100 | ||
| 280 | 30 - 70 | ||||
| 250 | 50 - 85 | ||||
| 350 | 20 - 50 | ||||
| 320 | 30 - 50 | ||||
| Stopy tytanowe | Rm 400 | 50 - 100 | |||
| Rm 1050 | 40 - 80 | ||||
Parametry skrawania dla TK10C:
| Materiał | HB | Szybkość skrawania dla posuwu Vc m/min | |||||||
|---|---|---|---|---|---|---|---|---|---|
| 0,4 - 0,8 | 0,25 - 0,4 | 0,05 - 0,25 | |||||||
|
|
|
|
|||||||
| K | Żeliwa szare | 180 | 210 - 300 | 300 - 450 | 350 - 500 | ||||
| 260 | 140 - 200 | 170 - 240 | 190 - 270 | ||||||
| Żeliwa sferoidalne | 160 | 150 - 210 | 180 - 260 | 210 - 300 | |||||
| 250 | 110 - 160 | 130 - 190 | 150 - 200 | ||||||
| Żeliwa | 130 | 200 - 280 | 220 - 300 | 240 - 330 | |||||
| 230 | 100 - 150 | 140 - 220 | 170 - 240 | ||||||












































































